
Lignin-based carbon fibers: Formation,modification and potential applications
2022-08-30 12:06ShichoWngJixingBiMugnireTendoInnocentQinqinWngHengxueXingJinguoTngMeifngZhu
Green Energy & Environment 2022年4期
Shicho Wng,Jixing Bi,Mugnire Tendo Innocent,Qinqin Wng,Hengxue Xing,*,Jinguo Tng,Meifng Zhu
a Institute of Hybrid Materials,College of Materials Science and Engineering,Qingdao University,Qingdao,266071,China
b State Key Laboratory for Modification of Chemical Fibers and Polymer Materials,College of Materials Science and Engineering,Donghua University,Shanghai,201620,China
Abstract As an aromatic polymer in nature,lignin has recently attracted gross attention because of its advantages of high carbon content,low cost and bio-renewability.However,most lignin is directly burnt for power generation to satisfy the energy demand of the pulp mills.As a result,only a handful of isolated lignin is used as a raw material.Thus,increasing value addition on lignin to expand its scope of applications is currently a challenge demanding immediate attention.Many efforts have been made in the valorization of lignin,including the preparation of precursors for carbon fibers.However,its complex structure and diversity significantly restrict the spinnability of lignin.In this review,we provide elaborate knowledge on the preparation of lignin-based carbon fibers ranging from the relationships among chemical structures,formation conditions and properties of fibers,to their potential applications.Specifically,control procedures for different spinning methods of lignin,including melt spinning,solution spinning and electrospinning,together with stabilization and carbonization are deeply discussed to provide an overall understanding towards the formation of lignin-based carbon fibers.We also offer perspectives on the challenges and new directions for future development of lignin-based carbon fibers.
Keywords: Lignin-based carbon fiber;Melt spinning;Solution spinning;Electrospinning
1.Introduction
The increasing concerns of environmental pollution and shortage of petroleum resources have fueled substantial research towards valorization of bio-based polymers.Among all the bio-based polymers,lignin has attracted considerable attention because of its advantages of high carbon content,low cost and bio-renewability.As an aromatic polymer in nature,lignin is commonly found in most terrestrial plants,forming their main structure alongside cellulose and hemicellulose.The content of lignin in plants accounts for about 15-40% of the total dry weight,only second to that of cellulose[1,2].It is estimated that lignin produced in nature can reach 5-36×108tons annually,of which more than 70 million tons are commercialized mainly from the paper industry as a byproduct [3,4].However,majority of lignin is directly burned for power generation,causing the severe under-utilization of lignin and some pollution to the environment.As a result,increasing value addition on lignin to expand its scope of applications is currently a challenge demanding immediate attention.For all potential applications of lignin,carbon fiber precursor is an ideal candidate for the valorization of lignin,which can be further applied in the fields of vehicle,energy storage,ablative material,sensor and environmental adsorption after stabilization and carbonization.In this review,we focused on the relationships among the structure of lignin,formation and properties of fibers,as well as the potential applications of lignin-based carbon fibers (as depicted in Fig.1).Specifically,the control of different spinning methods of lignin,including melt spinning,solution spinning and electrospinning,are deeply discussed to provide elaborate knowledge on the formation of lignin fibers.

Fig.1.Formation and applications of lignin-based carbon fibers.
2.Chemical structure of lignin
The chemical structure of lignin is relatively complex because it varies with the source and purification [5],leading to the fact that the exact chemical structure of lignin is not fully understood [6,7].It is generally believed that lignin is a highly branched bio-macromolecule formed by three precursor substances through enzyme dehydrogenation polymerization and free radical coupling,namely p-coumaryl alcohol,coniferyl alcohol and sinapyl alcohol,cor111responding to the phydroxyphenyl (H),guaiacyl (G) and syringyl (S) structural unit,respectively [8].Generally,the phenylpropane structural units of lignin are connected by C-O bond and C-C bond,and the linkages mainly include β-O-4,β-β,β-1,β-5,4-O-5,and 5-5,as shown in Fig.2 [9].Lignin-carbohydrate complex(LCC) also forms between lignin and hemicellulose through covalent or non-covalent bonds [10].According to the difference of sources,lignin can be roughly divided into hardwood lignin (HL),softwood lignin (SL) and grass lignin (GL).Among them,HL is mainly composed of S and G type structural units,SL is constructed with G type structural units and some S and H type structural units,while GL includes pcoumaric acid and ferulic acid in addition to S,G and H type structural units [11,12].Because the chemical structure,molecular weight,S/G ratio and molecular behavior are varied with different lignin,the processing ability and properties of lignin are quite different.

Fig.2.(a)Proposed structures of softwood lignin(reprinted with permission from Ref.[15]@copyright 2012 Elsevier),(b)softwood milled wood lignin(reprinted with permission from Ref.[6]@ copyright 2011 American Chemical Society),(c) Eucalyptus globulus kraft lignin(reprinted with permission from Ref.[13]@copyright 2020 Elsevier) and (d) the basic structural units (reprinted with permission from Ref.[16] @ copyright 2014 Elsevier).
Although not fully demonstrated by experimental evidence,lignin has been extensively reported to be a cross-linked network macromolecule (Fig.2 (a)) [6].Normally,highly cross-linked lignin cannot soften because of the intense interaction among molecular chains.However,some kinds of extracted lignin have good softening capacity.Many factors can affect the softening capacity of lignin,including the chemical structure (functional groups,linkage distributions,and linearity),purity,molecular weight and its polydispersity(PDI),and so on.Of all the factors,chemical structure plays an important role on the softening capacity of lignin to spinning.Thus,the chemical structure of extracted lignin should be reconsidered based on the source and isolation.Crestini et al.proposed for the first time that the softwood milled wood lignin was a linear oligomer rather than a network polymer based on the results of QQ-HSQC,31P NMR and DFRC(Fig.2 (b)) [6].Recently,Wang et al.also reported that the main chemical structure of Eucalyptus globulus kraft lignin(EKL) was slightly linear with sinapyl alcohol and coniferyl alcohol as the basic units and pinoresinol,arylglycerol-β-aryl ether,phenylcoumaran and diphenylethane as the main linkages from the melt processing point of view (Fig.2 (c)) [13].Different from Crestini's opinion,Balakshin et al.indicated in their recent work that spruce milled wood lignin was significantly branched and cross-linked (with~36% lignin units partaking in these linkages) [14].
3.Lignin isolation
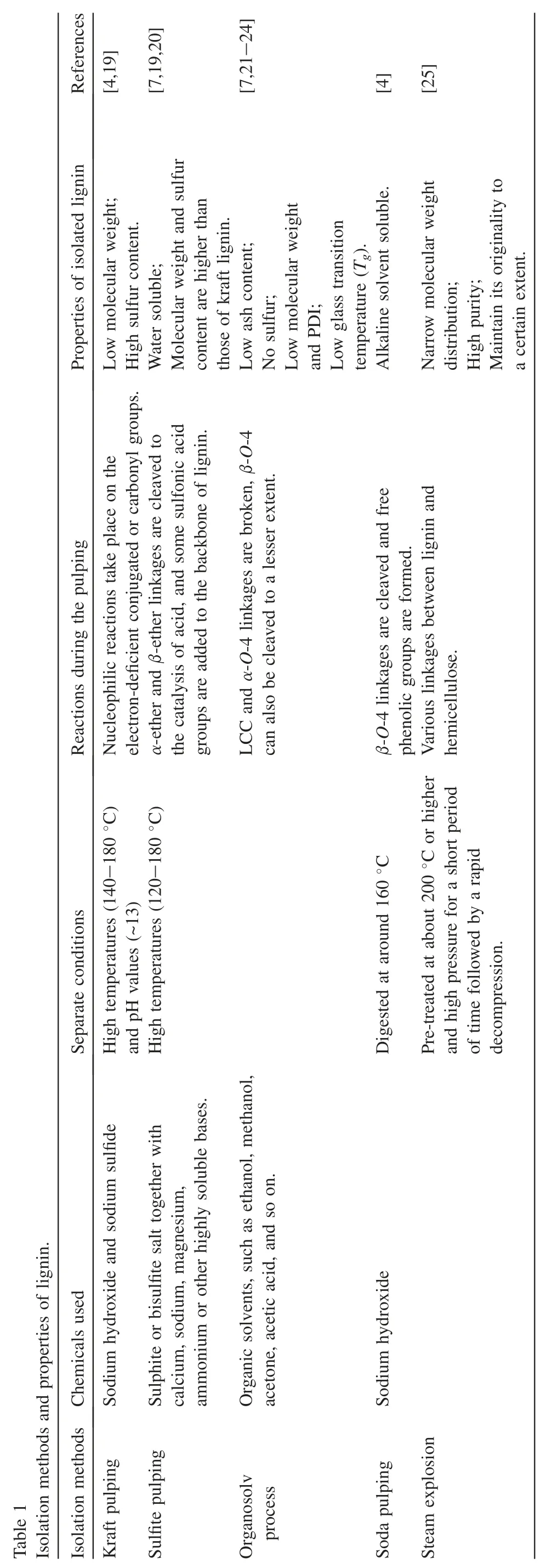
The isolation of lignin from plants has several challenges,which are caused by the complex structure of the cell wall and interactions of its various components[4].Moreover,changing its original structure is inevitable because extraction of lignin is usually accompanied by condensation,oxidation and other chemical reactions [17].Normally,the separation of lignin from plants can be achieved in two ways.One is to remove carbohydrates from lignin,which also involves pretreatment of the feedstock,such as acid/alkali treatments and ball milling,followed by enzymatic hydrolysis,as shown in Fig.3 [4,18].Since the chemical bonds between lignin and carbohydrate are more stable than other bonds in lignin,some ether bonds will break during such pretreatment processes.In addition,β-O-4 bonds in lignin are prone to cleavage during acid treatment,and a series of C-C bonds will be formed at the same time,leading to the formation of a more condensed structure of lignin [4].Although the cost of this method is relatively high from the current point of view,it shows a good prospect in the field of bioethanol refining.Moreover,the purity of enzymatic lignin is relatively high,which is better for the further conversation of lignin into value-added products.The use of chemicals to dissolve lignin and isolate it from cellulose and hemicellulose is another alternative approach.This process is commercially more popular,including kraft pulping,sulfite pulping,organosolv pulping and steam explosion,as listed in Table 1.It should be mentioned that the properties of isolated lignin are largely affected by the incorporated chemicals and processing parameters,such as temperature,pressure and treating time.
Furthermore,most of the abovementioned methods are designed to obtain cellulose with high quality and yield,while little attention is focused on the isolation of lignin with a native structure,leading to the fact that it is difficult to obtain homogeneous lignin with appropriate structure and molecular weight.At present,most of the commercialized lignin is directly burned for power generation to satisfy the energy demand for the pulp mills.As a result,only 1-2% of isolated lignin is used as monomer,polymer additive or adsorbent for synthetic resins and adhesives [26].Many efforts have been made in an attempt to improve value addition on lignin,including the preparation of carbon fiber precursor based on the high carbon content of lignin.However,the processability and final properties of lignin-based carbon fibers are largely affected by the chemical structure,molecular weight,PDI and impurity of lignin,as well as the processing conditions.In order to improve the spinnability of lignin and the properties of lignin-based carbon fibers,it is crucial to understand the relationships among lignin structures,spinning parameters and properties of fibers.

Fig.3.Pretreatments used in lignin isolation.
4.Formation of lignin fibers
Lignin fibers can be prepared using melt spinning,solution spinning,electrospinning or other methods(such as melt-blow,centrifugal spinning,barrel spinning,phase inversion extrusion,and so on),which vary in terms of diameter,morphology and mechanical properties.Here we mainly discuss the formation of lignin fibers using melt spinning,solution spinning and electrospinning methods.Melt or solution spinning methods,which have a certain industrial basis,can efficiently be used to prepare micrometer sized lignin fibers.Particularly,melt spinning shows an unparalleled advantage on the production cost of lignin fiber and environment protection because of the relatively high processing speed involved and no solvent is used during spinning.Meanwhile,lignin-based carbon fibers produced via the solution spinning exhibit better mechanical properties because of the preferable orientation of lignin molecular chains.Furthermore,lignin fibers with small diameters and high specific surface can be prepared using electrospinning method but the yield remains comparatively low [27].
4.1.Melt spinning of lignin
4.1.1.Fundamentals of melt spinning
The melt spinning method is popularly used to process thermoplastic polymers into fibers,as shown in Fig.4.Generally,the polymer is heated to a viscous state and transformed into fiber shape through the spinneret,followed by solidification to fix the shape.Normally,a minimal-stretching of molecular chains will occur during the extrusion in spinneret.To further increase the orientation of molecular chains and eliminate the resulting inner stress,drawing and heat treatment are necessary,which improves the mechanical properties and stability of melt-spun fibers.It should be mentioned that no solvent is used during the whole spinning,and the formation of fiber is mainly caused by the slippage of molecular chains at a certain temperature above the melt temperature (Tm) or softening temperature (Ts).Since the formation of melt-spun fibers does not require double diffusion and solvent removal,the spinning speed is relatively high,and can reach several thousand meters per minute.Hence,the production costs involved in melt spinning are relatively low compared to solution spinning or electrospinning techniques.
The solidification of melt-spun fibers is initiated by the heat transfer between polymer melt (soften) and surrounding medium.Since no exchange of mass occurs between the melt(soften) and surrounding medium during spinning,the continuous state at position x from the spinneret at steady state can be expressed using the following equation [28]:

Fig.4.Schematic illustration of melt-spinning.

where ρ is the density of polymer,A and v are the cross-section area and average axial velocity of the spinning line,respectively,W is the constant.Melt spinning can quantitatively be described using three parameters,namely original parameters,auxiliary parameters and resulting parameters [28].Original parameters are the initial conditions determined before melt spinning,including the polymer properties,spinneret specification,length of spinning line (L),extrusion temperature (T0)and output (W),winding speed (VL) and cooling conditions.Parameters obtained through Eq.(1) or other similar relationships based on the original parameters are named as auxiliary parameters,including the extruded velocity (V0),average diameter of fiber (dL) and ratio between VLand V0(VL/V0).The resulting parameters are caused by the original parameters,solidification kinetics and changes of the phase and structure,such as the winding tension,stress,temperature and structure of as-spun fiber.
4.1.2.Controlling melt spinning
The spinnability and properties of melt-spun fibers are largely determined by properties of polymer and processing parameters.The premise of melt spinning is that the polymer used can be soften and extruded,depending on the chemical structure of polymer.The ideal chemical structure for melt spinning is linear with less branches and cross-links.Linear polymers with appropriate molecular weight allow for satisfactory fiber spinnability because they generate moderate soften viscosity under the extrusion temperature with a short relaxation time of molecular chains.Further increase of the polymer molecular weight significantly increases the interaction between molecular chains,leading to increments of shear viscosity and relaxation time.In this situation,the spinnability of polymer is largely determined by the cohesive energy of the melt.The PDI of molecular weight can also affect the melt spinnability of polymer.Normally a narrow PDI is desired for the formation of continuous melt-spun fibers,while polymer with a large PDI will affect the spinnability to a certain degree,which is mainly caused by the oligomer in the melt.On one hand,the oligomer acts as a form of plasticizer in the melt,which will decrease the shear viscosity of the melt.On the other hand,the oligomer will evaporate under high temperatures,leading to fiber breakages.
Furthermore,melt spinning is essentially an orientation process of molecular chains,which can be regulated by the processing temperature and applied stress.The interaction among molecular chains decreases with the increasing processing temperature and shear rate,which is reflected in the decrease of melt viscosity.However,high temperature and high shear rate induce polymer degradation via cleavage of molecular chains,which decreases the final mechanical properties of fibers.After extrusion of the melt from the spinneret,the molecular chains will orient along the spin-line.In this process,the draw ratio,winding stress,cooling rate and stress applied to the fibers should be fully considered,as affect orientation and crystallization of molecular chains.
Because the chemical structure of the isolated lignin is less linear with a large PDI,soften spinning of lignin remains challenging.To improve softening capacity of lignin to spinning,it is essential to select the appropriate lignin followed by purification.For example,Baker et al.purified the hardwood kraft lignin (HKL) using organic solvent and investigated the transient viscosity of HKL under different processing temperatures and time [29].It was found that HKL exhibited an unstable behavior over time at a constant temperature,while organic purified HKL showed excellent viscosity-time stability over a relatively wide temperature range,and the viscosity decreased with the increasing temperature.The changes of thermal behaviors of HKL during repeated processing were also investigated based on the DSC data [13].Results suggested that the Tgof HKL with a linear structure almost remained constant after nine cycles,demonstrating repeatable processability of HKL.

Fig.5.(a) Schematic of heat transfer between lignin fiber and its surrounding.(b) Proposed mechanism of the improved softening capacity of lignin/low dimensional carbon material fiber to spinning.
Although lots of works have been investigated on the improvement of softening capacity of lignin to spinning,most of them are focused on regulating the processing temperature and less attention on the control of other parameters.Among all the processing parameters,solidification should be seriously considered for the formation of lignin fibers because the Tgof lignin is far higher than the surrounding temperature.The solidification of lignin fibers is controlled by heat transfer between the soften and surrounding,which affects the orientation of lignin molecular chains.The schematic of heat transfer between lignin fiber and its surrounding is depicted in Fig.5(a).The quantity of heat from radiation mainly depends on the temperature of soften.For lignin soften,the effect of radiant heat is relatively low,only found in the initial stages of solidification.Heat transfer within the interior of lignin fiber is mainly caused by conduction,while that on the surface of lignin fiber is mainly caused by convection,leading to the formation of a temperature gradient in the radial and axial directions of the fiber.
The distribution of temperature on the spin-line of lignin fiber can be roughly calculated using the following equation[30]:

where Txis the temperature at position x along the spin-line,T0is the extrusion temperature,Tsis the temperature of surrounding medium,d is the diameter of fiber,α*is the heat transfer coefficient [W (m2K s)-1],W is the amount of melt extruded from each orifice (kg s-1),Cpis the heat capacity at constant pressure[J(kg K)-1].It can be found that Cpplays an important role in the axial temperature distribution on the spin-line.The distance (Lk) between the solidified point(x=xe)of lignin fibers and the spinneret,which is the primary area for the structural formation of as-spun lignin fiber,can be estimated from Eq.(3) [30].

where the bar on the variables in Eq.(3) represents their average.From Eq.(3),we can find that Lkis affected by many parameters,including the heat capacity of lignin Cp,heat transfer coefficient α*,the temperature of surrounding Tsand the diameter of lignin fiber,which are similar to those of Tx.
Since the Tgof lignin is relatively high,a high Txand a long Lkare conducive to the winding up process of lignin fiber,which can be achieved by increasing the heat capacity and heat transfer coefficient of lignin.In this regard,low dimensional carbon materials with high heat transfer coefficient,such as carbon nanotubes (CNTs),modified CNTs and graphene,are used to increase the heat capacity of lignin,which allows the fiber to remain molten along a greater distance on the spin-line[31,32].In terms of lignin fibers with low Cpand α*,the inner heat of lignin fiber is inefficiently transferred to the surface of lignin fiber.As such,the temperature of lignin fibers at the winding position is normally far lower than the Tgof lignin.In this condition,the lignin fiber easily break during winding because they become brittle just like common similar polymer fibers in liquid nitrogen.The incorporation of low dimensional carbon materials increases the Cpof lignin fibers and transfers the inner heat efficiently to the surface of lignin fiber,resulting in a higher temperature of lignin fibers at the winding position.Thus,the resultant lignin fibers can be wound up without breaking.The possible mechanism is depicted in Fig.5 (b).
4.1.3.Modification of lignin for melt spinning

Fig.6.Chemical modification of lignin via the reactions with hydroxyl groups.
The softening capacity of lignin to spinning is closely related to its structure,and some purified lignin still fails to meet the requirements for melt spinning.Since many phenolic hydroxyl groups and aliphatic hydroxyl groups at Cαand Cγpositions exist in the chemical structure of lignin,the softening capacity of lignin to spinning can be changed significantly through the chemical modification of lignin via the reactions with hydroxyl groups,including the esterification and etherification,as shown in Fig.6 [33,34].Among all of the reactions involving hydroxyl groups of lignin,esterification is probably the easiest to carry out considering the reaction parameters and reactants used[16].Turning the hydroxyl groups of lignin into ester groups can decrease the intermolecular interaction and increase the softening capacity of lignin to spinning.Uraki et al.found that the organosolv hardwood lignin(OHL)extracted by acetic acid pulping exhibited better softening capacity to spinning than conventional lignin,which was attributed to the partial acetylation of hydroxyl groups during the pulping [35].Similarly,butyrated softwood kraft lignin (SKL) synthesized using butyric anhydride under the catalyst of 1-methylimidazole also exhibited an improved softening capacity to spinning [36].Buchmeiser et al.proposed a scalable approach for the preparation of SL fibers based on the soften spinning of synthesized peracylated SL Oacyl derivatives,i.e.,methacrylated,hexanoylated,benzoylated,methoxybenzoylated,and cinnamoylated SL [37].They found that the peracylated SL showed excellent softening capacity to spinning in the presence of spinning aids such as vanillin and ethylene glycol dimethacrylate,and the spinning speed of lignin multifilament reached 500 m min-1.
In terms of the etherification of lignin,oxypropylation is perhaps the most well-known reaction,achieved via the reaction of phenolic hydroxyl groups with propylene oxide.The phenolic hydroxyl groups in lignin may be extended with poly(propylene glycol) chains,leading to a long branched polyether consisting of hydroxyl groups at the end via a“grafting from” approach controlled by an anionic ring opening polymerization [16].The average chain length of the grafted poly(propylene glycol) determines the molecular weight,Tgand functionality of the final lignin derivatives,which directly affect the softening capacity of lignin to spinning [34].Other lignin grafted polymers with an improved toughness are also synthesized based on esterification of phenolic hydroxyl groups,such as lignin-g-PS (polystyrene)and lignin-g-PMMA (polymethyl methacrylate) [38].Such chemical modification can improve the softening capacity of lignin to a certain degree,but the spinnability of the modified lignin fiber is still far from satisfactory.Besides,the production costs involved for chemical modification are relatively high.
As a common industrialized approach,physical blending becomes the primary choice for production of lignin fibers because of its comparatively cheaper.The incorporation of lignin with polymers of good spinnability can effectively reduce brittleness and improve softening capacity of lignin to spinning.Details of spinning and properties of lignin-based fibers and carbonized fibers are listed in Table 2.The compatibility and interaction between lignin and the incorporated polymer have a great impact on the mechanical properties of the resulting fibers.For a compatible composite,the molecular chains entangle or interact with each other,thus the molecular chains of lignin can be stretched and orientated during processing,which is beneficial for the improvement of mechanical properties of final fibers.Polymers that popularly make such modification possible include polyethylene oxide(PEO) [39,40],thermoplastic polyurethane (TPU) [41],polyethylene terephthalate (PET) [42,43],polylactic acid (PLA)[36,44],and so on.For example,the addition of PEO into commercial lignin effectively improved the softening capacity of lignin to spinning,and the carbonized fibers exhibited a tensile strength and a tensile modulus of 400-500 MPa and 30-60 GPa,respectively [39].Further analysis of the interactions between the PEO phases and organically purified lignin proved the good compatibility and strong hydrogen bonding between the molecular chains of lignin and PEO,and suggested that the appearance of alkoxy chains at the side chain Cαand Cγposition of lignin played an important role in plasticizing and increasing the softening fluidity of lignin[40,45].By taking advantages of the compatibility and hydrogen bonding interaction,TPU also exhibited an good performance in improving the softening capacity of hydroxypropyl modified HKL to spinning [46].Based on the excellent spinnability and strong interaction with lignin,polyesters are also incorporated into lignin,including PET and PLA.However,many porous structures appeared on the carbonized lignin/PLA fibers because of the poor ability of PLA to preserve carbon during carbonization [44].In addition,different types of lignin and other bio-derived materials are also added into lignin to improve its spinnability,stabilization performance and mechanical properties [47].
The porous structure of lignin-based carbon fiber can also be caused by the incorporation of a polymer with poor compatibility with lignin,such as polypropylene(PP)[48-50],polyethylene (PE) [51] and polyvinyl alcohol (PVA) [52].Although these polymers can improve the softening capacity of lignin to spinning,the poor compatibility causes the results into hollow or porous carbon fibers [43].For instance,incorporated PP existed as fine fibers or“strings”within the bulk of lignin fibers because of the discrete,immiscible phases of lignin/PP composites,and a porous structure caused by“melting out”,leading to volatilization of PP in lignin/PP fibers after carbonization [43].Similar phenomenon caused by the poor compatibility of a two-phase system was also prominent in lignin/PVA fiber [52].By increasing the hydrolysis degree of PVA,the compatibility between lignin and PVA can be greatly improved [53].
Recently,research on the incorporation of nanoparticles into lignin which mainly aims on strengthening the mechanical properties of lignin and their carbonized fibers has become dominant.Different from polymers with excellent melt spinnability,nanoparticles can hardly improve the spinnability of lignin,except the abovementioned low dimensional carbon materials,whose effectiveness to spin lignin depends on the increments in the heat capacity.Sevastyanova et al.studied the effect of organically modified montmorillonite on the mechanical and thermal properties of organosolve lignin fibers[54].Since lignin was well interspersed between the layers of montmorillonite,the Tgof lignin and mechanical properties of the obtained fibers were greatly improved.Qin et al.in a follow-up study confirmed this intercalation structure and pointed out that this structure was conducive towards the formation of an ordered structure after carbonization.However,in his research,the best mechanical properties of ligninbased carbon fibers can be achieved only when 1 wt% of organoclay was added.Excessive addition led to the appearance of microporous structures and destroyed the orientation of organoclay along the fiber axis [55].
4.2.Solution spinning
4.2.1.Fundamentals of solution spinning
For polymers that cannot be melted or softened,solution spinning technique can be applied to obtain fibers with high mechanical properties.Depending on the difference between the solvent evaporation behaviors,solution spinning method can be divided into dry spinning,wet spinning and dry-wet spinning.For dry spinning,the spinning dope is extruded directly into the hot air as solvent in spinning dope evaporates under high temperature,leading to the formation of fiber.For wet spinning method,a coagulation bath,normally a nonsolvent for the polymer,is used to solidify the spinning trickle.A sheath layer quickly forms when the spinning trickle is extruded into the coagulation bath.In this process,the solvent in spinning trickle diffuses into the coagulation bath,and the non-solvent in coagulation bath diffuses towards the spinning trickle at the same time is called double diffusion(Fig.7).As diffusion and solidification proceed,the concentration of solvent in spinning trickle gradually decreases,while that of polymer gradually increases.When the concentration of polymer in spinning trickle reaches the critical degree of precipitation and the core layer of the fiber is formed.Combining the fiber formation phenomena of dry-spinning and wet-spinning,the spinning dope of dry-wet spinning method goes through a section of hot air before entering into the coagulation bath.The double diffusion phenomenon that occurs after entering the coagulation bath is similar to that of wet-spinning.Since dry-wet spinning separates the die swell process from solidification,many common phenomena that occur in wet-spinning vanish,such as the formation of radial pores and surface wrinkles.Besides,the surface and internal defects of the resulting fiber are reduced significantly,while the structure compactness is improved.Generally,the spinning speed for dry-wet spinning method is 2-10 times that of wet spinning,which is beneficial for reducing the production cost.



Fig.7.Schematic illustration of the formation process of wet spinning(I,II,III and IV represent orifice flow zone,swelling zone,thining zone and constant speed zone,respectively.X0, Xm,Xc and XL are the different position points along the spin-line,namely the initial point,maximum diameter point,constant speed starting point,and point at the length of the spin-line,respectively.).
4.2.2.Controlling solution spinning
The property and morphology of solution-spun lignin fibers are mainly affected by the inherent structure (chemical structure,molecular weight (Mw) and PDI) of lignin and the processing parameters,including the content and temperature of the spinning dope [59],coagulation and drawing [60,61].The chemical structure of lignin in solution spinning method plays a role comparable to that in melt spinning.In terms of molecular weight,a higher molecular weight with a narrow PDI is desirable for preparation of lignin fibers with high mechanical properties.Ogale et al.investigated the effect of molecular weight on the mechanical properties of lignin-based carbon fibers prepared via dry-spinning method using three fractionated-solvated lignin precursors with medium Mw(7200 Da),higher Mw(13,800 Da) and highest Mw(28,600 Da),respectively [62].The carbon fibers obtained from the medium and higher-MWpresented similar tensile strengths,slightly above 1.0 GPa,while that obtained from the highest Mwexhibited a tensile strength of 1.39 GPa and a tensile modulus of 98 GPa.
In addition to the inherent structure of lignin,the formation of wet-spun fibers largely depends on the spinning parameters,which mainly affect double diffusion during fiber formation.Diffusion can be described using the Fick's first law of diffusion,as depicted in Eq.(4).

where Ji(g (cm2s)-1) and Di(cm2s-1) are the mass transfer rate and diffusion coefficient of solvent(JS,DS)or non-solvent(JN,DN),respectively.is the concentration gradient (g cm-4).Diof solvent or non-solvent increases with the increasing of coagulation bath temperature or the decreasing of coagulation bath content [60].The ratio between JSand JN(JS/JN)determines the driving force and phase separation rate,which have a great influence on the structure and properties of the as-spun fibers.When JS/JN<1,the spinning trickle swells,leading to the formation of a fiber with a circular cross section.For Js/JN>1,the cross-section morphology of as-spun fibers depends on the mechanical behavior of the solidified layer.A deformable solidified surface leads to a circular cross-section,while a hard surface tends to form a kidney cross-section[62].
The concentration of lignin also affects the morphology and properties of the resultant fibers[59].Normally,the content of lignin in the spinning dope varies based on the viscosity of the solution.The zero-shearing viscosity of lignin increased significantly with the increasing of concentration,molecular weight or decreasing temperature [59,60,63].In terms of lignin-based composites,the zero-shearing viscosity should be fully considered based on the molecular weight and concentration of incorporated polymer,as well as the interaction between lignin and incorporated polymer.For example,the zero shear viscosity of lignin/PAN spinning dopes decreased with the increasing content of lignin,which was attributed to the branched polymeric structure and low molecular weight of lignin [64].The solvent used for the preparation of lignin spinning dope plays an important role on the viscoelasticity and stability of the solution,including DMSO [63],acetic acid/water [62],acetone [65],DMAc[66]and ion liquid[67].By decreasing the solubility,the molecular chains of lignin tend to curl up in groups,leading to the decrease of viscosity and the increase of instability of spinning dope.
4.2.3.Modification of lignin for solution spinning


Since the solution spinnability of lignin is relatively good,the modification of lignin used for solution spinning is focused on the improvement of mechanical properties of the obtained fibers and the reduction of production costs.Some typical examples for the formation of modified lignins are listed in Table 3,including chemical modification and physical blending of lignin.The chemical modification of lignin mainly includes acetylation and copolymerization[59,68].The acetylation of lignin can increase the spinnability and orientation of lignin by decreasing the hydrogenbonding interaction.For instance,an acetylated SKL was dry-spun into precursor fiber and further carbonized into carbon fiber with a tensile strength and tensile modulus of 1.04 GPa and 52 GPa,respectively [65].In terms of the copolymerization reaction,the molecular weight of lignin can be increased significantly,which benefits for the improvement of orientation and mechanical properties of lignin.Taking lignosulfonate-acrylonitrile (LS-AN) copolymer for example,which can be synthesized via a two-step process consisting of esterification and free radical copolymerization using lignosulfonate and acrylonitrile [69].The LS-AN copolymer-based carbon fiber exhibited a dense structure and a high tensile strength,which was nearly two times that of LS/PAN blend-based carbon fibers.It should be noticed that the low strength of LS/PAN blend-based carbon fibers might be caused by other factors,like the loss of LS during double diffusion.Ogale et al.blended lignin with PAN and spun in DMSO-water coagulant with additional 0.2%lignin,which eliminated the appearance of voids in the lignin/PAN blended fiber [64].The carbonized fiber with 50 wt% lignin content displayed a tensile strength and a tensile modulus of 1.2 GPa and 130 GPa,respectively.Based on the lignin/PAN composites,CNTs were further incorporated to regulate the microcrystalline structure of carbonized fibers [66].The presence of CNTs induced both structural reordering of PAN and aliphatic/aromatic carbon reordering during carbonization.Despite the enhanced order/crystal size,the incorporation of CNTs decreased the mechanical properties of carbonized fiber because of the presence of voids in the fiber.
Other polymers,such as cellulose [61,70],PVA [71] are also blended with lignin to either increase the carbon yield or improve the spinnability of lignin.It was found that the carbon yield increased from around 22% for carbon fiber based on neat cellulose to about 40%in the presence of lignin(30 wt%)irrespective of the type of SKL,while the mechanical properties of carbonized fibers almost remained constant [72].In addition,the incorporation of cellulose into lignin can also significantly decrease the stabilization time of lignin fibers[73].Contrary to cellulose,the incorporation of PVA cannot increase the carbon yield of lignin,but improves the solution spinnability of lignin.Poulin et al.used miscible PVA to increase the viscosity and spinnability of SKL,and obtained a precursor fiber with a tensile strength of 200 MPa and Young's modulus of 6.5 GPa after the optimization of the processing parameters[71].Based on this work,they further incorporated graphene oxide liquid crystal into lignin/PVA fiber and improved the graphitic structure and the conductivity of carbonized fiber [74].

Fig.8.(a) Schematic illustration of electrospining,(b) the forces acting on a charged jet (FUO: Upward and outward electrostatic force;FDO: Downward and outward electrostatic force;FR:Resultant of these forces.Reprinted with permission from Ref.[85]@copyright 2008 Elsevier),and(c)the path of an electrospun jet (reprinted with permission from Ref.[86] @ copyright 2006 American Chemical Society).
4.3.Electrospinning
4.3.1.Fundamentals of electrospinning
Electrospinning involves an electrohydrodynamic process,during which a liquid droplet is electrified to generate a jet,followed by stretching and elongation to generate fibers [77].As shown in Fig.8 (a),the device includes a spinneret connected to a pump,a high-voltage power supply,and a conductive collector.During electrospinning,the polymer dope with a certain viscosity is extruded through the spinneret by the pump and forms a spherically shaped droplet to decrease the surface free energy.The capillary pressure (pc)caused by the surface tension can be calculated based on the Young-Laplace equation [78,79]:

where γ is the surface tension of the droplet and r is the mean radius of curvature of the surface[77].By gradually increasing the voltage,more charges accumulate on the surface of droplet.The coulombic repulsion force caused by the charges with the same sign tends to deform the shape of the droplet,which can be estimated by calculating the electrostatic pressure (pe) acting on the surface of the droplet using the following formula [80]:

where ∈is the dielectric constant of the surroundings,E is the intensity of the electric field.At the same time,the viscoelastic force caused by the interactions among molecular chains also prevents deformation of the droplet.Therefore,the droplet takes shape under the complex effects of the surface tension,Coulomb force,viscoelastic force and other forces,such as air resistance,gravity and electrostatic field force.Despite the application of other forces on the droplet,when the potential difference between the spinneret and the collector increases to a certain degree,the Coulomb force is greater than surface tension and a Taylor core is formed.The critical voltage Vccan be estimated using the following equation [81]:

where H is the distance between spinneret and collector,h and R are the length and outer radius of the spinneret,respectively[77].It should be noticed that all the above-mentioned equations are proposed by assuming that the liquid in the droplet is a perfect conductor.The jet is further ejected along the trajectory composed of two stages,namely: straight line in the near-field region and three-dimension coil caused by bending instability in the far-field region [77].At this stage,the effect of viscoelasticity suppresses the effect of Rayleigh instability,otherwise,the jet will break into droplets [77,82].By considering a steady state flow of an infinite viscous jet pulled from a capillary orifice and accelerated by a constant external electric field,the critical length(L)of the straight segment can be estimated using the following equation [83,84]:

where k is the dimensionless conductivity of the fluid,ρ is the liquid density,I is the current passing through the jet,E is the applied electric field,σ is the surface charge,Q is the flow rate,and r0is the initial radius of the jet.
In this regard,perturbation allows the segment to grow in response to the repulsive force between the uniformly distributed charges carried within the jet,formed by two Coulomb forces from the charges above and below the perturbed region(As shown in Fig.8(b))[77,85].The resultant of these force is in a radial direction with respect to the straight jet and grows exponentially with time as the radial displacement of the segment increases [85].As a result,the jet is elongated and grows rapidly into a three-dimensional coil,which is carried downstream and increases in diameter as both the elongation and the bending continue.With the decreasing diameter,the path of the jet again becomes unstable,leading to the development of small diameter electrical bending instabilities on the turn of the larger coin(Fig.8(c))[86].After several smaller diameter bending instabilities,the jet obtains fractal-like configurations and their diameter decreases to the level of nanometers.Taking the flow rate,electric current and surface tension of fluid into consideration,while neglecting the elastic effect and fluid evaporation,the radius of terminal jet (ht) can be predicted using Eq.(9) [87].

where ∈is the dielectric constant of the medium surrounding the jet,χ is the dimensionless wavelength of the bending instability,which is positively correlated with the radius of curvature divided by the jet diameter.
4.3.2.Controlling electrospinning
But the little tailor was far too weak to hold the tree down, and when the giant let go the tree swung back into the air, bearing the little tailor with it
The final properties and morphologies of electrospun lignin fibers are largely affected by the solution properties,electrospinning conditions and the surrounding environment,including viscosity,conductivity and surface tension of spinning dope,applied voltage,distance of the spinneret from the target substrate,injection rate,temperature,humidity and solvent volatility [88].
In particular,the viscosity of lignin solution determines the degree of the stretching,and directly affects the morphology of electrospun lignin fibers.Among the essential requirements for electrospinning of lignin is that the spinning dope should have enough viscosity,which is mainly determined by the interaction among the molecular chains of lignin and can be regulated by the concentration and temperature of spinning dope.In a dilute solution,overlapping of lignin molecular chains is absent below the critical concentration (c*).By increasing the concentration of lignin over c*,chain overlapping is initiated and the degree of entanglements is proportional to the concentration of lignin.The entanglement number in solution (ne) can be roughly determined using Eq.(10) [89]:

where ?pis the concentration or volume fraction of polymer,Mwis weight-average molecular weight,Merefers to the entanglement molecular weight,cor111responding to the average molecular weight between entanglement junctions.It is found that the degree of entanglement can be improved by increasing the molecular weight or concentration of lignin.A higher degree of entanglement corresponds to a larger stretching during formation [90].When the concentration of lignin c <<c*,the surface tension plays an important role and the jet tends to generate smaller droplets and more uniform microbeads[91].Further increments in the concentration of lignin to~c*avails,insufficient chain entanglements to fully stabilize the jet,leading to the formation of a mixture of fibers and beads [92].When the concentration of lignin c >c*,increased chain entanglements can temporarily serve to stabilize the electrospinning jet by inhibiting jet breakup [92].For c >>c*,the degree of chain entanglements is relatively high,which prevents the appearance of bending instabilities.Consequently,stretching decreased and most of the chains cannot be stretched,leading to the formation of globular fibers or macrobeads [93].Kadla et al.investigated the correlation of elongation fluid properties to fiber diameter in electrospinning of SKL solutions,which exhibited a linear Newtonian-like behavior in capillary thinning[91].It was found that SKL solutions were not electrospinnable at concentrations of 25-45 wt% but formed fibers at concentration of 50 wt%.
The concentration of lignin can also affect the surface tension of spinning dope.For lignin solution with a high solvent content,the solvent molecules will gather and increase the effect of surface tension,leading to the formation of beads.By increasing the concentration of lignin,the interactions between the molecules of solvent and lignin increase and the solvent molecules tend to spread out on the surface of lignin molecules,decreasing the tendency of aggregation and the effect of surface tension.Furthermore,incorporation of surfactants into the spinning dope can also reduce the surface tension of lignin spinning dope [94].For example,smooth lignin fibers without any beads or drops with an average diameter of 26.11 ± 8 μm were obtained by adding glycerol into the alkali lignin solution[95].Another way to confine the formation of beads is to increase the conductivity of lignin solution.By increasing the conductivity of lignin solution,more charges gather on the surface of jet,which is beneficial during stretching of jet.Such,conductivity of lignin solution can be effectively improved by the incorporation of an electrolyte.For example,Cordero et al.added H3PO4into lignin spinning dope and the as-spun lignin/H3PO4fibers showed diameters ranging from 400 nm to 3 mm,but mostly ≤1 μm[96].Besides,more curly fibers were observed when compared with H3PO4free ones,ascribed to the fact that the presence of H3PO4increases the viscosity and electrical conductivity of lignin/ethanol solution.
The necessary requirement for electrospinning is the application of high voltage on the spinneret,which can induce the formation of charges on the surface of droplet to overcome surface tension and form the Taylor cone.Generally,the Taylor cone is formed when the applied voltage is over 6 kV,and a relatively higher voltage is needed to maintain its stability [97].When the applied voltage increases to a certain degree,more charges will be generated which stretches out more solution,leading to thinning and instability of the Taylor cones [98].The applied voltage affects the morphology of electrospun lignin fibers directly because it determines the electrostatic repulsion among charges and the interaction between jet and external electric field.A higher applied voltage favors an enormous stretch of the jet,as well as a higher orientation of lignin molecular chains but exerts minimum effect on the diameter of electrospun lignin fibers [99,100].Kim et al.investigated the effect of increasing the applied voltage on the resultant electrospun lignin-g-PAN fibers,and found out that slightly thinner or non-uniform fibers were formed with oval-shaped beads along the fiber axis at an applied voltage of 8.5,9.0 and 10.0 kV compared with those obtained at 9.5 kV [90].
Indeed,electrospinning is an intricate interplay of all the processing parameters that control the morphology and properties of the fibers.Other elements,such as the distance between the tip of spinneret and collector,the diameter of spinneret,the humidity and temperature of the surrounding,can also affect the diameter,morphology and properties of the formed fibers by changing the interaction and evaporation of the jet.For instance,the working distance can affect the stretching time of jet and the strength of electric field.Once the distance increases,the jet experiences a long stretching process and the solvent has enough time to evaporate,leading to the formation of thinner fibers.Any further increments in the distance to a certain range will not reduce the diameter of fiber because of jet solidification.
4.3.3.Modification of lignin for electrospinning
The low molecular weight and complex structure of the extracted lignin has aroused urgent demand in the improvement of electro-spinnability for lignin.Similar to melt spinning and solution spinning methods,the addition of polymers with good electro-spinnability can also improve the electro-spinnability of lignin.Such polymers include PEO [13],PAN [101],PVA[102],PVP[103],PLA and TPU[104],and the exact spinning parameters and properties of electrospun lignin fibers are listed in Table 4.In addition,coaxial electrospinning method is used to improve the formation of lignin fibers[105,106].Loscertales et al.used ethanol as the sheath to compensate for solvent losses caused by the evaporation of lignin/ethanol solution in Taylor cone,to achieve steady electrospinning conditions and fine lignin nanofibers[105].Similar to this work,Kumar et al.obtain fibers with higher drawability upon using PAN as the sheath to support PAN/lignin core[107].Different from typical electrospinning or conventional co-axial electrospinning of lignin,the change of spinning dope temperature can also improve the electro-spinnability of lignin.For example,alkali lignin fibers with a diameter of 26 μm were successfully prepared via electrospinning by using a simple heated single spinneret system [95].
Low dimensional nanomaterials and precursors are also incorporated into electrospun lignin fibers to improve the functionality of lignin-based carbon nanofibers,including graphene [93],CNTs [108],MnO2[109],Fe2O3[110],Fe3O4[111],TiO2[112],Ag precursor [113],ZnO precursor[114,115],Pd precursor [116] and Mg precursor [103].Seydibeyoglu et al.incorporated graphene into lignin/PAN(85/15 w/w) solution and obtained deformity-free nanofibers with an average diameter of 105 nm[93].For example,the addition of graphene increased the degree of graphitization of lignin/PANbased carbon nanofibers and the electrical conductivity of screen-printed electrodes.The decoration of lignin-based carbon nanofiber with CNTs significantly improved the thermal stability of carbonized nanofibers[108].Similar to CNTs,Fong et al.decorated lignin-based carbon nanofibers with MnO2nanowhiskers to explore their application as freestanding binder-free supercapacitor electrode.In this regard,electrodes with a gravimetric capacitance of 83.3 F g-1,energy density of 84.3 Wh kg-1and a power density of 5.72 kW g-1were obtained [109].Furthermore,the incorporation of ZnO can also improve the capacitive behavior of lignin-based carbon nanofibers because of the advantages of pseudocapacitance and the double-layer capacitance [114].By replacing ZnO with TiO2,the photocatalytic performance of ligninbased carbon nanofibers can be endowed [112].
5.Stabilization and carbonization
Lignin carbon fibers are obtained after the thermo-stabilization and carbonization of lignin fibers in air and inert gases,respectively.The molecular chains of lignin are cross-linked without the softening of lignin fibers during stabilization,and then further pyrolysis in an inert gas to remove volatile hydrocarbons during carbonization,as shown in the Fig.9 (a)[1].
Thermo-stabilization is a key for the preparation of ligninbased carbon fibers.This process is achieved via crosslinking to maintain the shape of lignin fibers at higher temperatures.The chemical reaction of lignin during thermo-stabilization is different from that at the pitch.The former has a partial mass loss during the entire stabilization,while the latter has an increase in quality because of the oxidation of an alkyl occurs before dehydrogenation and cyclization processes [4].Changes in the chemical structure of lignin during stabilization have been systematically investigated to give a better guidance on the control of stabilization parameters.It was found that the increase of oxygen content occurred at temperatures below~250°C via the auto-oxidation reaction,which mainly existed in the form of carbonyl and carboxyl groups [118].Raising the temperature caused a decrease in oxygen content because of the loss in CO2and H2O in addition to the formation of anhydrides and possibly esters.Upon stabilization,the β-O-4 linkages were initially cleaved via the homolysis of C-O bonds to generate phenethyl and phenoxy radicals.As the temperature continued to rise,the generated free radicals underwent further rearrangement,elimination and oxidation reactions,which were affected by the heating rate,temperature and oxygen concentration [118].Xu et al.further divided thermo-stabilization of soda lignin into three stages according to the evolution of the content of oxygenated structures,namely <260°C,260-290°C and >290°C[119].Oxidation of the aliphatic component in the lignin structure occurred in the initial stage,and the content of oxidized structure gradually increased,mainly in the form of aromatic C-O,carbonyl and carboxyl structures.Between 260 and 290°C,the condensation reactions of aromatic rings and carboxylic acid structure occurred,leading to the increase of aromatic C-C,ester and anhydride structures.Upon further increase of the temperature to 290°C,the pyrolysis of lignin was strengthened and thermolabile oxygenated groups or hydrogenated groups were removed.


Fig.9.(a)Stabilization and carbonization of lignin fibers(reprinted with permission from Ref.[1]@copyright 2014 AAAS)and(b)graphitic structures of carbon fibers from different sources (reprinted with permission from Ref.[117] @ copyright 2016 John Wiley &Sons,Inc.).
The chemical structures are closely related to the properties of fibers,therefore,it is essential to investigate the influence of thermo-stabilization conditions on the performance of stabilized lignin fibers,as well as the carbonized lignin fibers[120].It was found that stabilization conditions affected the properties of stabilized lignin fibers,especially in the aspect of chemical,structural and mechanical properties [121].However,carbonization minimized the influence of stabilization on the performance of carbonized fibers.Similar work also demonstrated that lignin-based carbon fibers prepared with two different stabilization methods almost have the same strength and modulus[122].Based on such interesting results,it becomes possible to reduce the production cost of ligninbased carbon fibers by reducing the thermo-stabilization time of lignin fibers.Generally,the thermo-stabilization time of softwood lignin fiber is relatively short compared with that of hardwood lignin fiber because softwood lignin is more susceptible to cross-linking.By controlling the crosslinking reaction,the thermo-stabilization time of lignin fibers can be sufficiently regulated.For example,the stabilization time of acetylated SKL fiber reduced from 40 h to 4 h after UV irradiation [123].Moreover,the Tgof UV irradiated SKL fibers also increased by 15°C,which is favorable for subsequent carbonization.In addition to the irradiation treatment,the incorporation of other materials to facilitate the crosslinking reaction in lignin can also decrease the stabilization time of lignin fibers.Bengtsson et al.decreased the thermostabilization time of SKL fibers from~16 h to less than 2 h,and further omitted the stabilization step by incorporating 30 wt% softwood kraft pulp into lignin dope [124].The isothermal stabilization at 250°C overrode the importance of having a slow heating rate.Similarly,the addition of nanocrystalline cellulose into lignin can also eliminate stabilization of lignin fibers [125].
The aromatic structure of lignin can be converted to a turbostratic carbon structure during carbonization because of the removal of thermolabile oxygenated groups or hydrogenated groups (as shown in Fig.9 (b)).Generally,the amount and order of the aromatic structure altogether affects the formation of turbostratic graphite structure [117,119,126].In addition,the complex structure and low molecular weight of lignin allows a similar performance for lignin-based carbon fiber carbonized at 1500°C to be achieved comparable to PAN-based carbon fiber carbonized at 400-600°C,which is attributed to the low orientation of lignin-based carbon fibers[127-129].In terms of the graphitic structure of lignin-based carbon fibers,lignin fibers carbonized at 1500°C and 2000°C had a heterogeneous fine structure consisting of a varied basic texture and many highly graphitized inclusions caused by the catalysis of inorganic nano-impurities [129].Rodriguez-Mirasol et al.further investigated the influence of carbonization temperature on the graphitic structure of lignin-based carbon fibers and discovered that the thickness (Lc) of the graphitelike crystals was increased with temperature,while the spacing between the planes was reduced [130].They further proposed that ordered graphitic structures of lignin-based carbon fibers appeared at elevated temperatures,which were comparable to those of PAN or pitch based carbon fibers (Fig.9 (b)).This discovery was also demonstrated by Baker et al.based on the phenomenon that the diffraction pattern of lignin-based carbon fibers carbonized at 2100°C was similar to that of PAN-based T-300 carbon fibers.This proved that the poor mechanical properties of lignin-based carbon fiber are rather related to the orientation of crystallites than the quality of graphite crystallites [128,131].
The difference in the microstructure caused by different carbonization parameters can directly result in the variations in mechanical properties for lignin-based carbon fibers.Salmen et al.systemically investigated the effects of carbonization temperature and the heating rate on the mechanical properties of lignin-based carbon fibers [132].Results suggested that the strength of carbonized lignin fibers started to increase at the temperature above 600°C,and a further increase in temperature from 1000°C to 1300°C showed no improvement in strength.The heating rate,in the range from 1 to 40°C min-1,exhibited no effect on the property development of ligninbased carbon fibers.Similar phenomenon was also found in SKL/bleached softwood kraft pulp (70/30 w/w) based carbon fibers[73].The reduction of carbonization time from 708 min to 24 min had no significant impact on the tensile properties of carbonized fibers.The highest tensile strength (1050 MPa) of carbonized fibers was achieved at 1000°C and a decrease was observed thereafter,which might be explained by an increase in radial heterogeneity.
6.Applications
6.1.Carbon fiber-reinforced composites
Currently,carbon fibers with excellent mechanical properties and relatively low density are mainly manufactured from PAN.However,the high cost of the petroleum-based precursor and associated processing costs limit the use of carbon fibers in aerospace,high-end automotive and specialist industrial applications.Thus,further decrease in production costs for carbon fibers and increase in the vehicle fuel economy has become an urgent problem which requires immediate solutions.Carbon fibers with a tensile strength of 1.72 GPa,a tensile modulus of 172 GPa and a cost less than US $11 -$15.40 kg-1will be attractive for wider utilization in automotive industry [31].The manufacturing cost of PAN-based carbon fiber is highly dependent on oil price,with around 51%being precursor cost,18% utilities,12% depreciation,10%labor and 9%other fixed costs[31].Thus,lowering the cost of the precursor can effectively decrease the cost of carbon fibers,which can be achieved by replacing PAN in whole or part with lignin or changing the spinning method from solution spinning to melt spinning.For structural application of lignin-based carbon fibers,most of the attention is paid on the mechanical properties and production costs of the final fibers.
Since a high orientation of lignin molecular chains can be achieved using solution spinning method,the mechanical properties of lignin-based carbon fibers prepared using the solution spinning approach are relatively higher than that obtained via melt spinning.An acetylated SKL was dry-spun into precursor fiber by Ogale et al.and successfully processed into carbon fiber with a tensile strength and modulus of 1.04 GPa and 52 GPa,respectively [65].Upon further optimization the molecular weight of lignin,they finally prepared the carbon fibers possessing an average tensile strength and modulus of 1.39 GPa and 98 GPa,respectively,representing the highest mechanical properties ever obtained for carbon fibers derived from lowcost,chemically unmodified lignin [62].Since the spinning method of above-mentioned lignin precursors is similar to that of PAN fibers,the production cost of solution spun lignin-based carbon fiber can hardly decrease to a satisfiable level.

Fig.10.(a) Production costs of carbon fibers from PAN and soften-spun lignin.(b) Reported mechanical properties of lignin-based carbon fibers.
Compared to solution spinning,melt spinning shows an enormous advantage towards production of lignin fibers since no solvent is used in spinning and no double diffusion exists during fiber formation.The estimated cost of soften-spun lignin fiber can be as low as 1/10th of PAN fiber,as shown in Fig.10 (a) [133].However,the mechanical properties of soften-spun lignin-based carbon fibers are not satisfactory because of the poor spinnability of lignin and low orientation of lignin molecular chains.The vast majority of carbon fibers produced from soften-spun lignin precursors have low strength in the range of 0.2-0.8 GPa,as shown in Fig.10 (b) [43,44].By optimizing the purity and spinnability of lignin,the mechanical properties of carbonized fibers can be further increased.Baker et al.adjusted the Tgand soften flow properties of organic purified lignin by thermal pretreatment and prepared the carbon fibers with an average tensile strength of 1.07 GPa [31].Similarly,the softening flow properties of lignin can also be regulated by the incorporation of TPU.For instance,the Alcell organosolv hardwood lignin/TPU (50/50 w/w)-based carbon fibers with a diameter of 25 μm exhibited a tensile strength and a tensile modulus of 1.1 GPa and 80 GPa,respectively [46].Besides,the X-ray diffraction patterns showed similar structural properties of lignin/TPU-based carbon fiber compared to commercial PAN-based carbon fibers.Recently,Bai et al.thermally co-treated pyrolytic lignin (PL)with polyethylene terephthalate (PET) to increase the interactions between PL and PET [42].The novel PL-PET precursors had enhanced thermal properties and rheological characteristics,which were more suitable for processing into carbon fibers based on the melt-spinning technique.By optimizing stabilization,the resulting carbon fibers with an average diameter of 12.6 μm showed a tensile strength of up to 1.22 GPa,which is the highest strength obtained from softenspun lignin precursors.
6.2.Energy storage application
Another way to increase the vehicle fuel economy is to develop energy storage devices with high energy density and power density,such as supercapacitors (SCs),lithium-ion batteries (LIBs) and sodium-ion batteries (SIBs).
6.2.1.Electrode of supercapacitors (SCs)
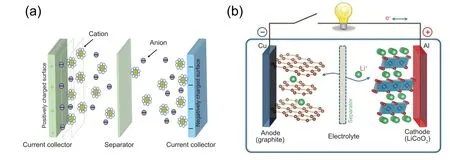
Fig.11.(a) Schematic illustrations of EDLCs and (b) the first Li-ion battery (LiCoO2/Li+ electrolyte/graphite) (reprinted with permission from Ref.[134] @copyright 2013 American Chemical Society).
Among all the energy storage devices,SCs draw significant interest because of their high power density,fast charge/discharge rate,long cycling life,and relatively simple configuration.Generally,the SCs consist of two electrodes built from the same carbon material and immersed into an electrolyte,as shown in Fig.11(a)[135].For electric double layer capacitors(EDLCs),charge accumulation is based on the electrosorption of electrolyte molecules on the electrode/electrolyte interface with an additional occurrence of faradaic redox reactions in pseudo SCs[136].The capacitance of SCs is proportional to the electrochemically accessible surface area of the electrode,which can be regulated by the design of carbon fiber precursor.Moreover,the advantages of low-cost,high specific area,large porosity,nitrogen doping and oxygen-containing functional groups,ligninbased carbon fibers have attracted much attention in the fabrication of electrodes for SCs[2,136].Uraki et al.prepared polyethylene glycol lignin-based activated carbon fibers (PEGLACFs) with a surface area of 1880 m2g-1using dry electrospinning method followed by the thermo-stabilization,carbonization and steam activation processes,and the PEGL-ACFsbased electrode exhibited a specific capacitance of 92.6 F g-1at a scan rate of 1 A g-1[137].
Introducing a certain amount of mesopores or macropores into lignin-based carbon fibers to prepare hierarchical porous structure becomes an effective strategy to increase the availability of surface area as well as the capacitive performance of carbonized lignin fibers.This can be carried out by using the nanoparticles or polymers as the hard or soft templates,respectively.Particularly,the addition of nano-SiO2increased the specific capacitance of soften-spun lignin-based active carbon fibers via the regulation of pore structure and the highest value of 260.2 F g-1was obtained[138].Besides,the prepared electrode maintained 95.9%of the initial capacitance after 10,000 charge/discharge cycles at 1 A g-1.Similar to nano-SiO2,Mg(NO3)2·6H2O was also used as the hard sacrifice template to increase the specific surface area and meso-porosity of lignin-based carbon nanofibers[103].After the optimization of the ratio between Mg(NO3)2·6H2O and lignin,the resultant carbon nanofibers possessed an increased specific surface area of 1140 m2g-1,a significantly improved mesoporosity of 78%,and a specific capacitance of 248 F g-1at 0.2 A g-1.Other works,like the addition of oxidizing salt(NaNO3)into lignin nanofibers,are also reported to increase the microporosity of lignin nanofibers-based electrodes [139].Surprisingly,the incorporation of NaNO3increased the packing density of the resulting carbon nanofibers from 0.51 to 1.03 mg cm-2.As a result,the areal capacitance and gravimetric capacitance of lignin-based carbon nanofibers increased from 147 mF cm-2to 350 mF cm-2and 151 F g-1to 192 F g-1,respectively.In addition,the soft template of mesopores or macropores,such as poly(ethylene glycol)-block-poly(propylene glycol)-block-poly(ethylene glycol) PEG-PPG-PEG tri-block copolymer,can also change the pore structure and the electrochemical performance of lignin-based carbon nanofibers[140].
To further increase the spinnability of lignin and improve the capacitance of lignin carbon fibers-based SCs,polymers with good spinnability or high carbon content are incorporated into lignin spinning dope,including PAN [141],PVA [102],PVP[142]and cellulose acetate[143].Ferraris et al.combined lignin with PAN in different ratios and prepared porous lignin/PAN(30/70 w/w)-based carbon nanofibers mat after activation by CO2[141].The final fibers with a surface area of 2370 m2g-1and a mesopore volume of 0.635 cm3g-1exhibited 128 F g-1specific capacitance,59 Wh kg-1energy density and a 15 kW kg-1power density when fabricated into coin cell SCs and operated at 3.5 V using an ionic liquid electrolyte.Since the electrochemical properties of ligninbased carbon fibers are largely affected by the carbon structure and element composition,carbonization conditions are particularly important.For example,lignin/PVA(75/25)-based carbon nanofibers showed a large surface area of 1670 m2g-1and an excellent specific gravimetric capacitance of~240 F g-1after the optimization of carbonization parameters,outperforming many other nanostructured carbon,activated carbon,and even those decorated with metal oxides [102].In addition,the interaction between lignin and incorporated polymer is also important for the electrochemical performance of lignin-based carbon fiber electrodes.In order to increase the interaction between the phases of lignin and incorporated cellulose,Li et al.linked the molecular chains of lignin and cellulose via covalent-bonds using epichlorohydrin as the linker and prepared a novel precursor material with fine spinnability and thermal stability,as depicted in Fig.12[143].The carbonized electrode exhibited a specific capacitance of 320.3 F g-1and a high energy density of 30.2 Wh kg-1at the power density of 400 W kg-1.This work paves a new way for the preparation of high quality and low-cost biomass-based electrodes via the introduction of covalent-bonds.

Fig.12.Mechanism diagram of covalently linked lignin and cellulose (reprinted with permission from Ref.[143] @ copyright 2020 Elsevier).
Nanoparticles,such as MnO2[144],Fe2O3[110,145],ZnO[114],graphene[93]and NiCo2O4[146],are also incorporated into lignin-based carbon nanofibers without wiping off to increase the capacitance,conductivity and cycling stability of lignin carbon nanofibers-based electrodes.High reaction efficiency of electrode materials plays a vital role in pseudocapacitor.Thus,porous carbon fibers decorated with highly efficient nanoparticles exhibiting high specific capacitance and low price are desired for making SC electrodes.Among those nanoparticles,metal oxides with unique valence states have attracted the interest of researchers because of their reversible multi-electron redox faradaic reactions.It was found that the electrochemical performance of lignin-based carbon nanofibers significantly increased after the decoration with MnO2nanowhiskers,Fe2O3or NiCo2O4on the surface of ligninbased carbon nanofibers [109].Kim et al.uniformly grew NiCo2O4nanosheets (Fig.13 (a)) and nanoneedles (Fig.13(b))on the surface of lignin/PAN-based carbon nanofibers,and the obtained flexible NiCo2O4-decorated carbon nanofibers with 50% lignin (NiCo2O4@ CNF55) electrode exhibited high specific capacitance of~1757 F g-1at 2 mA cm-2and excellent cyclability with~138% capacitance retention after 5000 cycles at 7 mA cm-2,suggesting lower internal resistance and higher electrochemical reversibility [146].They further assembled the NiCo2O4@CNF55//N-rGO asymmetric SC device by using NiCo2O4@ CNF55 as the positive electrode,N-doped reduced graphene oxide(N-rGO)as a negative electrode and PVA-KOH as the gel electrolyte.The assembled SC exhibited a specific capacitance of 134.3 F g-1at a current density of 1 A g-1,and possessed a maximum energy density of 47.75 Wh kg-1with a power density of 799.53 W kg-1.
In addition,the introduction of heteroatoms into ligninbased carbon fiber is also used to improve the electrochemical performance of lignin-based carbon fiber electrodes since the functional groups containing heteroatoms (mainly oxygen or nitrogen) give rise to an acid/base and redox activity of the carbon materials [147,148].Chen et al.blended lignin with protein and prepared self-standing carbon nanofibers mat with stacked graphene layer structure via electrospinning [149].The optimized electrode possessed excellent capacitance performance (410 F g-1at 1 A g-1) and good cyclic stability(95% capacitance retention after 3000 charge/discharge cycles),which was attributed to the well-engineered characteristics of the materials,including a hierarchical porous texture,heteroatoms (nitrogen and oxygen),and the stacked graphene layer structure.Zhou et al.proposed a cost-efficient method based on air plasma to introduce oxygen/nitrogen into ligninbased carbon nanofibers,as depicted in Fig.13 (c) [150].Results demonstrated that the modified electrode exhibited excellent specific capacitance (344.6 F g-1at 1 A g-1),good rate capability (68.5% capacitance retention) and high capacitance retention (102.4% after 2000 cycles).
6.2.2.Anode of lithium-ion batteries (LIBs)
LIBs are portable devices(electrochemical cells)that store and deliver electrical energy,which normally consist of a cathode (lithium cobalt oxide),an anode (graphite) and an electrolyte (organic carbonates),as shown in Fig.11 (b) [2].Since the electrochemical performance of LIBs is mainly dependent on the electrode material,and that the theoretical capacity of graphite used as the anode material is only 372 mAh g-1,the energy density of LIBs is limited to a certain degree [134,151].To improve the capacity of anode material,more lithium-storage sites in carbonaceous materials should be developed,which can be possibly achieved by using the carbon nanofibers with large porosity and specific area as the anode material.The use of lignin-based carbon nanofibers mat as anode material can increase the stability and electrical conductivity of the electrode,and decrease the weight and production cost of LIBs [152].In this regard,lignin ultrafine fibers mat was prepared using melt-blowing method and converted into carbon fibers mat with tunable fused structure after carbonization [153].The resulting free-standing electrode exhibited comparable electrochemical performance to commercial carbon-based anodes at a fraction of the materials and processing costs.Similar with this work,He et al.developed a novel lignin-derived fused electrospun carbon fibrous mat as high performance anode material of LIBs [154].The fused carbon fibers showed a high specific capacity of 445 mAh g-1at a current density of 30 mA g-1.In addition,the value further increased to 576 mAh g-1when doped with nitrogen,demonstrating the great promise of lignin-derived carbon nanofibers for application in energy storage systems.Culebras et al.further tailored the porosity of lignin-based carbon nanofibers by utilizing miscibility/immiscibility rules between lignin and the incorporated polymers (PLA/TPU)[104].The electrode produced from carbonized lignin/PLA(50/50 w/w)nanofibers exhibited a capacity value of 611 mAh g-1after 500 charge/discharge cycles,which is the highest reported value for sustainable electrodes of LIBs.Other polymers,such as PAN,PEO-PPO-PEO triblock copolymer,are also incorporated into lignin to prepare anodes of LIBs[155,156].In fact,methods for the regulation of pore structures of lignin-based carbon fibers can be used for reference in the fabrication of anodes for LIBs.In addition,the surface defect site and the degree of graphitization of lignin-based carbon fibers can be improved via H2reduction,which is favorable for the improvement of capacity performance for anodes [157].
6.2.3.Anode of sodium-ion batteries (SIBs)
Similar to LIBs in terms of configuration and operation principles,SIBs using Na+as charge carriers are also attractive in recent research because of the advantages of large availability of Na in nature and low cost compared to Li [158].However,graphite cannot intercalate Na+efficiently because of the narrow interlayer distance of its structure,while lignin-based carbon fibers can successfully serve this purpose because of their tailored porosity [2].For example,lignin/PAN-based carbon nanofibers with unique morphology and weakly ordered turbostratic microstructure were used as free-standing and binder-free anodes for SIBs.These SIBs exhibited a high reversible capacity of 292.6 mAh g-1with an initial efficiency of 70.5% at a constant current density of 0.02 A g-1,as well as a high rate capability and excellent cycle stability [159].The cycling stability of the fabricated anode also depends on the carbonization temperature of lignin-based carbon nanofibers,as demonstrated by the data based on high precision coulometry [160].By incorporating other carbon fiber precursors into lignin,the microstructure and the electrochemical performance of lignin-based carbon fibers also changes.Zhang et al.constructed an innovative nanocarbon network with a specific area of 540.95 m2g-1by incorporating cellulose acetate into lignin and investigated the electrochemical performance as an anode material in SIBs[161].Results suggest that the new nanocarbon network structure delivered a reversible capacity of 340 mAh g-1at a current density of 50 mA g-1after 200 cycles and exhibited a high rate capacity by delivering a capacity of 103 mAh g-1at an increased current density of 400 mA g-1.
6.3.Catalyst support
Heterogeneous solid acid catalysts show enormous applications in large-scale industrial operations because of the advantages of safety,efficiency and easy recovery.As a heterogeneous solid catalyst,carbon solid acid catalysts have particularly exhibited high activity because of their high acid densities and strong interactions with the β-1,4-glycosidic bonds in cellulose [162].In order to produce the sugars and high valued nano-cellulose at the same time via direct hydrolysis of crystalline cellulose,Hsieh et al.synthesized 1D mesoporous fibrous acid catalysts via direct sulfonation of lignin-based ultrafine activated carbon fibers with a content of sulfonic and acid density of 0.56 mmol g-1and 0.88 mmol g-1,respectively [163].By optimizing the hydrothermal conditions,77.9%of cellulose could be hydrolyzed in three consecutive runs,yielding 64% glucose at 91.7 selectivity as well as 8.1% cellulose nanofibrils.
Lignin-based carbon fibers are also used in the field of environment contaminant analysis and alkaline fuel cells based on the electrocatalytic oxidation reaction and oxygen reduction reaction (ORR),respectively.Song et al.prepared a zinc oxide-loaded lignin-based carbon fiber and applied in the electrocatalytic oxidation of hydroquinone using cyclic voltammetry.The prepared electrode enhanced the electrochemical signal efficiently and provided a fast response to hydroquinone with a linear range from 1 × 10-6mol L-1to 5 × 10-3mol L-1and a determination limit of 2.5 × 10-7mol L-1[164].In addition,the lignin/ZnO-based electrode was used for to simultaneously determine hydroquinone,catechol and resorcinol.Similarly,Pt-containing lignin-based carbon ultrafine fibers are also directly used as electrodes,exhibiting a remarkable electrocatalytic response in the methanol and ethanol electrocatalytic oxidation reactions [165].By taking advantage of the electrochemical activity toward ORR,lignin-based carbon fibers show a promising prospect as cost-effective and highly efficient electrocatalyst for ORR in alkaline fuel cells.It was found that lignin-based carbon nanofibers deposited with Ag nanoparticles on the surface exhibited high activity in ORR and demonstrated close-to-theoretical four-electron pathway[113].In particular,the highest mass activity of Ag decorated ligninbased carbon nanofibers reached 119 mA mg-1,which exceeded that of commercial Pt/C catalyst (98 mA mg-1).
In terms of the application in photocatalytic field,combining existing photocatalysts with lignin-based carbon fibers becomes a viable strategy for the preparation of suitable “fiber-shaped”photocatalysts [166].For example,Ren et al.prepared hydrophobic lignin/TiO2-based carbon nanofibers with high photocatlytic efficiency and excellent cycle performance [112].The degradation rate of the prepared carbon nanofibers toward methylene blue(MB)improved to more than 3 times compared to that of commercial TiO2powder.The removal rate of MB by such fibers was achievable up to 91.5% after four cycles at a stirring speed of 200 r min-1.Those enhanced properties are attributed to the good hydrophobicity and high electrical conductivity of lignin-based carbon nanofibers.

Fig.13.(a)SEM images of NiCo2O4@CNF82 and(b)NiCo2O4@CNF55(reprinted with permission from Ref.[146]@copyright 2017 Elsevier).(c)Schematic illustration of fabrication procedure of oxygen/nitrogen co-doped LCNF via dielectric barrier discharge(DBD)air plasma modification(reprinted with permission from Ref.[150] @ copyright 2020 Elsevier).
6.4.Other applications
6.4.1.Ablative material
By changing the structure of lignin-based carbon fibers,the thermal stability can be significantly enhanced to suit their applicability in the field of ablative materials.Jiang et al.synthesized lignin-based carbon fibers decorated with CNTs via the catalysis of Fe or Pd [108].“Bud”-like CNTs with an average diameter of 243 ± 62 nm grew on the surface of the Fe-LP750 fibers (Fe-doped lignin/PAN electrospun fibers pyrolysis at 1000°C followed by chemical vapor deposition(CVD) at 750°C),while dense “hair”-like CNTs with an average diameter of 223 ± 32 nm and a length of 13,916 ± 2533 nm grew on the Pd-LP750 fibers (Pd-doped lignin/PAN electrospun fibers pyrolysis at 1000°C followed by CVD at 750°C),as shown in Fig.14(a-c).The thermal stability of the obtained carbon fibers was characterized using TGA and results suggested that the hybrid structure produced at 850°C using a palladium catalyst showed the highest thermal stability (98.3% residual weight at 950°C),and the residual weights remained up to 90% after 1 h of isothermal heating at 950°C(Fig.14(d)).The high thermal stability was due to the high contents of graphitic and diamond-like carbons in the lignin-based carbon fibers containing Fe or Pd nanoparticles.Such nanoparticles converted amorphous carbon into graphitic carbon and enabled the growth of CNTs,while the carbon fibers without the metallic nanoparticles showed lower thermal stability because of the amorphous carbon deposited on its surface.The high thermal stability corresponds to the high mechanical properties of carbon fibers under high temperatures,which paves a way for the application of ligninbased carbon fibers in the field of ablative materials.
6.4.2.Sensors
Wearable electronics with flexible,high sensitive and durable features have risen exponentially to be next-generation electronics,potential application in the traditional textile industry [13].Combing the flexibility of electrospun fibers and the low-cost of lignin,Wang et al.fabricated electrospun mats composed of ultrafine carbon fibers from E.globulus kraft lignin(EKL)and sugarcane bagasse kraft lignin(BKL),which could sensitively detect certain human body motions,as depicted in Fig.15[13].Furthermore,the amplitude of signals caused by the changes in the relative resistance (ΔR/R0) for EKL ultrafine carbon fiber-based sensor was approximately 9 × 104upon finger bending process as a result of the amorphous carbon structure of EKL-based ultrafine carbon fibers.Besides,large(ΔR/R0~380) and small(ΔR/R0<10)relative resistance variations were also simultaneously detected by BKL carbon fibers-based sensors during the arm bending and finger pressing motions.Such lignin-based lowcost piezoresistive sensors show promising application in wearable electronics.
Sensors used for the detection of medicine can also be fabricated using lignin-based carbon fibers.A screen-printed electrode-based electrochemical sensor modified with graphene reinforced lignin/PAN nanofibers was fabricated by Misra et al.,which was used for the determination of acetaminophen [93].After the incorporation of graphene,the modified electrodes showed a marked electrochemical activity with exceptional improvement in conductivity and in response to acetaminophen compared to the bare electrode.
6.4.3.Adsorbent
Many methods have been reported to remove the volatile organic compounds (VOCs) from gaseous streams,including adsorption,condensation,catalytic oxidation and thermal oxidation [167].Among them,the adsorption of VOCs onto adsorbents is demonstrated to be an effective treatment process for low concentration levels [168].Owning to the high specific surface area and large pore volumes,lignin-based activated carbon fibers show unique advantages in the removal of VOCs.Song et al.comparatively investigated the performance of lignin-based carbon nanofibers activated with and without Fe3O4on the adsorption of toluene [111].The gas phase adsorption isotherm for 0% RH (relative humidity)exhibited about 439 mg g-1adsorption capacity for ligninbased carbon nanofibers activated with Fe3O4,which was close to that of commercially available activated carbon(500 mg g-1).Moreover,the competitive adsorption isotherms between water vapor and toluene suggested that RH had little effect on the adsorption capacity of carbon nanofibers activated with Fe3O4when the humidity was lower than 50%.This work demonstrated the suitability of lignin-based carbon nanofibers for volatile organic compound removal from gas streams.

Fig.14.(a) SEM images of Pd-LP750 and (b) Pd-LP850.(c) TEM image of Pd-LP850.(d) Residue weight at 900°C of various carbon materials as reported in literature (reprinted with permission from Ref.[108] @ copyright 2014 Elsevier).

Fig.15.(a,b)Piezoresistive performance of EKL-CFs(carbon fibers)and(d,e)BKL-CFs based sensors.(c)Corresponding mechanism of the variation of ΔR/R0(reprinted with permission from Ref.[13] @ copyright 2020 Elsevier).
7.Conclusions and perspectives
In this review,we have discussed the formation and application of lignin fibers based on the relationships among chemical structure of lignin,processing conditions and properties of the obtained fibers,with knowledge on the valorization of lignin fibers.The modification and formation of lignin fibers in an attempt to improve their final properties including lignin-based carbon fibers via optimization of the processing parameters are systemically discussed.Although the final properties of lignin-based carbon fibers are not satisfactory from the current view,especially the mechanical properties of soften-spun or solution-spun lignin fibers,we believe that future research on lignin-based carbon fibers will make substantial progress by putting the following issues into consideration.
(1) Extraction and purification of lignin with less impurities at low-cost is required for preparation of lignin fibers,and their application in the electrochemical field.
(2) Linear structure and high molecular weight are beneficial for improving the spinnability of lignin and orientation of its molecular chains,as well as the mechanical properties of carbonized fibers.These key attributes could be achieved via chain extension of lignin.
(3) Since the Tgof lignin is relatively high,winding up of lignin fibers at room temperature is comparable to the behavior of general fibers in liquid nitrogen.In principle,the brittleness of lignin fibers during winding up can be improved by taking solidification into consideration,such as the heat regulation.
(4) Since chemical structure of lignin is totally different from that of PAN,thermo-stabilization and carbonization of lignin fibers shouldn't simply be based on using PAN fibers for reference.More works can be focused on the investigation of thermo-stabilization and carbonization of lignin fibers,including the stress applied on the lignin fibers during thermo-stabilization,which is crucial to the mechanical properties of carbonized fibers.
(5) The sheath-core spinning method can be considered in soften or solution spinning of lignin to improve the spinnability and toughness of lignin fibers by using a tougher polymer as the sheath and lignin as core.After carbonization,the sheath can be turned into carbon or removed via volatilization.
(6) The diameter of lignin fibers is also important for the mechanical properties of carbonized fibers.Most of the reported mechanical properties of lignin-based carbon fibers possess large diameters.For instance,the diameters of industrialized carbon fibers are around 5 μm.Therefore,further decrease in the diameters of lignin fibers can improve the mechanical properties of lignin-based carbon fibers to a certain degree.
(7) The applications of lignin-based carbon fibers with low mechanical properties,especially in thermal insulation and ablative materials pends further investigation.
Conflict of interest
The manuscript is approved by all authors for publication and no conflict of interest exits in the submission of this manuscript.I would like to declare on behalf of my co-authors that the work described is original research that has not been published previously and not under consideration for publication elsewhere,in whole or in part.We have consulted the Guide for Authors in preparing this manuscript and confirm that the manuscript is prepared in compliance with the Ethics in Publishing Policy as described in the Guide for Authors.
Acknowledgements
This research was supported by National Natural Science Foundation of China (51903128),Shandong Provincial Natural Science Foundation,China (ZR2018BEM028),Innovation Program of Shanghai Municipal Education Commission(2017-01-07-00-03-E00055),China Postdoctoral Science Foundation (2018M632620),Open Project of State Key Laboratory for Modification of Chemical Fibers and Polymer Materials,Donghua University,China;Open Project of State Key Laboratory of Bio-Fibers and Eco-Textiles,Qingdao University,China.
 Green Energy & Environment2022年4期
Green Energy & Environment2022年4期
- Green Energy & Environment的其它文章
- Multivariate MOF for optimizing atmospheric water harvesting
- Charactering and optimizing cathode electrolytes interface for advanced rechargeable batteries: Promises and challenges
- Metal-organic frameworks-derived metal phosphides forelectrochemistry application
- Surface-mediated iron on porous cobalt oxide with high energy state for efficient water oxidation electrocatalysis
- Oxygen-deficient SnO2 nanoparticles with ultrathin carbon shell for efficient electrocatalytic N2 reduction
- Design and in-situ construct BiOI/Bi/TiO2 photocatalysts with metal-mediated heterostructures employing oxygen vacancies in TiO2 nanosheets