
Solvent transport dynamics and its effect on evolution of mechanical properties of nitrocellulose (NC)-based propellants under hot-air drying process
2024-03-20 06:43EnfaFuMingjunYiQianlingLiuZhenggangXiao
Defence Technology 2024年2期
Enfa Fu, Mingjun Yi, Qianling Liu, Zhenggang Xiao
Key Laboratory of Special Energy Materials, Ministry of Education, School of Chemistry and Chemical Engineering, Nanjing University of Science and Technology, Nanjing 210094, People's Republic of China
Keywords:Nitrocellulose-based propellants Solvent transport dynamics Mechanical properties Drying kinetics Effective solvent diffusion coefficient
ABSTRACT Appropriate drying process with optimized controlling of drying parameters plays a vital role in the improvement of the quality and performance of propellant products.However, few research on solvent transport dynamics within NC-based propellants was reported, and its effect on the evolution of mechanical properties was not interpreted yet.This study is conducted to gain a comprehensive understanding of hot-air drying for NC-based propellants and clarify the effect of temperature on solvent transport behavior and further the change of mechanical properties during drying.The drying kinetic curves show the drying time required is decreased but the steady solvent content is increased and the drying rate is obviously increased with the increase of hot-air temperatures, indicating hot-air temperatures have a significant effect on drying kinetics.A modified drying model was established, and results show it is more appropriate to describe solvent transport behavior within NC-based propellants.Moreover,two linear equations were established to exhibit the relationship between solvent content and its effect on the change of tensile properties, and the decrease of residual solvent content causes an obvious increase of tensile strength and tensile modulus of propellant products,indicating its mechanical properties can be partly improved by adjustment of residual solvent content.The outcomes can be used to clarify solvent transport mechanisms and optimize drying process parameters of double-based gun propellants.
1.Introduction
Nitrocellulose(NC)-based propellant is a traditional composite energetic material [1-3], and it is widely applied in solid rocket motors and artillery due to its excellent mechanical properties[4],lower toxicity[5]and stable ballistic performance[6].Based on the solvent method or semi-solvent method,amounts of solvents were added into NC-based paste to make a stiff dough for further extrusion.Then,excess solvents were removed from the propellant products by a drying process.A certain amount of solvent inside the propellants can improve the safety of propellants, but excess residual solvent is harmful to the mechanical and combustion performance of propellant products[7-10],even leading to severe adverse impact on ballistic stability of artillery [11,12].Hence,appropriate drying process with optimized controlling of drying parameters plays a vital role in the improvement of the quality and performance of NC-based propellant products.
To date, hot-air drying is still an important process for the drying technique of propellant products,due to its simpler process,shorter drying time and more stable drying quality [13].Usually,the hot-air is obtained by direct heating air,and its temperature is obviously higher than room temperature(about 25°C).During hotair drying process, solvents within the propellant grains are transported to the internal surface of propellant by the diffusion,and the evaporation only takes place at the surface of the NC-based propellant grains.Thus, solvents in the interior diffuse to the surrounding air is governed by diffusion within the propellant grains and by convection between the propellant grains and the drying air,which leads to the gradual decrease of solvent content.As a result of solvent removal, destruction of network structures and loss of diffusivity occurs, hence tensile properties are also changed [14].Appropriate residual solvent is necessary for a certain plasticity and elasticity of propellant products.To better control and optimize the hot-air drying process parameters and improve the quality of propellant products after cutting,solvent diffusion behavior within NC-based propellants and its effect on evolution of tensile properties need to be elucidated.
The drying kinetics are commonly used to describe the combined macroscopic and microscopic mechanisms of solvent transfer during drying and are affected by drying conditions and characteristics of materials to be dried.And an accurate drying model can describe the drying kinetics of product and predict rates of elimination of solvent.It is a concise and effective way to analyze the solvent transport phenomenon.There are some classical drying characteristic models for grain and vegetables, e.g., Lewis, Logarithmic, Page, Handerson and Pabis, and Modified Page models[15-19].Solvent diffusivity (Deff) is one of the important drying parameters for the characterization of intrinsic solvent transfer mechanisms during the drying process [20].It is an essential transport property in determining of drying process and the diffusivity has been found to change considerably with the ambient temperature [21,22].And another important drying parameter is the activation energy (Ea), which represents the potential barrier that prohibited the drying process to take place.The larger Ea, the more difficult the drying process is[23].Therefore,the research on drying model and the calculation of Deffand Eaare of great importance for the study of drying kinetics and its practical applications in drying process of propellant products.
Although some research have been conducted on different aspects of drying of various celluloses[24-27],little literature about drying kinetic model, solvent diffusivity and activation energy for the drying of NC, especially about the drying of NC-based propellants.In the manufacturing process of NC-based propellants,the solvents used are typically the mixture of ether,alcohol or acetone.They are easily linked to the chains of NC via hydrogen bonding[28],which makes the drying process complicated and significantly affects the change of tensile properties during the decreasing of solvent content, as shown in Fig.1.Due to the intrinsic complex void networks of NC and their interaction with bound solvents,the mechanism of solvent transport in the NC-based propellants is complicated and its effect on the evolution of mechanical properties is unclear under hot-air drying process.However, little attention was paid to this interaction and its simulation.Most work is based on experience and done by trial and error.It will lead to a significant deviation from normal drying quality of propellant products and extreme difficulty in stable and auto control of drying process with optimized theoretical process parameters [29].Thus,it is indispensable to investigate solvent transport dynamics and its effect on the change of mechanical properties of NC-based propellants during the drying process in order to achieve better understating of drying process and quality control of propellant products.And a rational transport dynamic mechanism inside NCbased propellants would be expected to be used to further establish an accurate numerical model of hot-air drying to optimize the drying parameters of double-based gun propellants.

Fig.1.Schematic of solvent inside the void network for NC-based propellants.
Therefore,this study is to investigate the drying kinetics of NCbased propellants, then proposes an appropriate drying model to describe the solvent transport behavior of NC-based propellants.Further, it will investigate the solvent diffusion phenomenon occurring within NC-based propellant grains through the fitting of drying curve and the estimation of Deffat various hot-air temperatures,then calculate the value of Eaof drying process.Finally,this article determines the relationship between the solvent content inside the propellants and its effect on the change of mechanical properties.This study will provide a basis to study the drying characteristics and guide to optimize the drying process for doublebased gun propellants.
2.Materials and methods
2.1.Sample preparation
The NC-based paste (NC 69.8 wt%, nitroglycerin 28.0 wt% and other 2.2 wt%)was provided by Sichuan Nitrocellulose Co.Ltd.The NC-based propellants were prepared by semi-solvent method according to the previous research [30], and prepared samples were placed at room temperature for 2 h, as shown in Fig.2.
2.2.Drying experiments
The NC-based propellant samples were placed in a drying vessel,then put inside a constant-temperature oven equipped with a humidity control device.The instantaneous mass of samples mtwas detected by a mass measurement device developed by our group[10],and it is shown in Fig.3.Drying experiments were conducted to determine the drying characteristic of NC-based propellants.Four hot-air temperatures (30°C, 40°C, 50°C and 60°C) were selected with a constant air velocity of 0.5 m/s.For the drying oven,the temperature difference between the top (right) and bottom(left) is less than 0.25°C after the hot-air flow has stabilized, thus the temperature distribution inside the oven is defined as uniform distribution.Moreover, the flow velocity has been detected by anemograph in five different positions of "sample cell" to ensure air-flow uniform.The drying experiments at various hot-air temperatures have been done five times to repeat verifications.
The initial content of solvent (dry basis) M0of NC-based propellant grains was calculated by Eq.(1).where m0and msolidare the initial mass of NC-based propellant grains and the mass of dried propellant grains (without solvent),respectively.

Fig.2.Image of NC-based propellant grain samples.

Fig.3.Schematic diagram of auto-acquisition drying experiment device.
The initial content of solvent (wet basis) Mwet,0of NC-based propellant grains was calculated by Eq.(2).
2.3.Model fitting of the drying experimental data
The drying experimental data for NC-based propellants obtained from the isothermal conditions were fitted with five classical drying models(Lewis,Page,Henderson&Pabis,Modified Page and Logarithmic models), as shown in Table 1.
The coefficient of determination R2,residual sum of squares RSS and chi squared X2were used to calculate the fitness of drying models to the experimental data.The statistical values are defined as the following equations:
where N is the number of data points, MRexp,iis the experimental value,MRpre,iis the predicted value,MRexp,meanis the mean value of experimental data, z is the number of parameters.
The best fitting model is selected based on the correlation coefficient R2,RSS and X2.The lower the value of RSS and X2(close to 0), and the higher the value of the correlation coefficient R2(close to 1), the best fitting of drying model to experimental data is achieved [31].
2.4.Tensile test
The tensile test is one of the important methods to analyze the mechanical performance of propellant product.It has been used to investigate the change in tensile performance of propellant samples in many research[32-36]and can clearly explain the variation of mechanical properties for various propellant products.Therefore,it is reasonable and feasible to analyze the tensile properties of the propellant sample based on the tensile test in this study.The design basis of the propellant constant-speed tension test program is the Chinese national military standard GJB 770B-2005, which is equivalent to American standard ASTM/D638-91, and the shape and size of the specimen are shown in Fig.4.The tensile tests of specimen were carried out on a universal testing machine(Instron 3367,UK).The tensile test of propellant samples was performed at different solvent content and the tensile rate of the specimen is 2 mm/min.
3.Results and discussion
3.1.Drying kinetics of NC-based propellants
Fig.4.Shape of the specimen.

Table 1 Five classical drying models given by various authors.
The drying curves show change in solvent content within propellant grains as function of drying time under hot-air drying process.Fig.5 represents drying curves of NC-based propellants at various hot-air temperatures.It is observed in Fig.5 that the drying time required to reach the steady solvent content is decreased as the hot-air temperature increases from 30 to 60°C.During hot-air drying at 30°C,the drying rate of propellant product is very small,and it needs more than 800 h to achieve stable solvent content under drying temperature of 30°C.The characteristic of drying curve at the beginning of drying at various hot-air temperatures will be hidden if the drying curve at 30°C is fully displayed.In order to clearly show the change trend of drying curve at various drying temperatures,the experiment data is only shown during 0-200 h.As drying proceeded, the solvent content within NC-based propellants reduces exponentially with drying time until reaching a steady stage and that of 60°C is much steeper than that of other hot-air temperatures, but the steady content of solvent at hot-air temperature of 60°C is higher than that of 40°C and 50°C.The main reason lies in the fact that the rapid change of solvent in the early stage leads to form the case hardening near propellant surface which can immensely prevent excess solvent within NC-based propellant grains from transferring to outside and lead to the increase of equilibrium solvent content inside final propellant product [29].
The hot-air drying process of NC-based propellant grains can be divided into three periods: initial period (I), rising rate period (II,about 0-1.5 h) and falling rate period (III,after 1.5 h),as shown in Fig.5.In the period I, hot-air blows over NC-based propellant grains, and convective heat transfer makes temperature of propellant surface increases without evaporation of solvent.It is observed an absence of period I in Fig.5 due to the short time of this process.In this phase,the heat is transmitted toward the surface of the propellant product accompanied by increases of its temperature and solvents only diffuse from the interior to internal surface within propellant grains.The more heat from the surrounding hotair still increases the temperature of the propellant grains,and then the solvents on the propellant surface begin to evaporate into hotair.Due to the large rate of heat transfer, this period is extremely brief and it cannot be shown in Fig.5.Similar change trend of drying curve and conclusions about the lack of initial drying period has been drawn for many dried products in many research[20,21,37].The period II is corresponding to steady drying stages.In the period II,free solvents are present on propellant surface.Hence,the vapor pressure of propellant surface is equal to the saturation vapor pressure, so it is a function of temperatures [21].At the period III, the heat transferred by hot-air is mainly used to evaporate bound solvents from the propellant product, and this effect involves the change of solvent content within propellants and it is shown by reduction of slope of the drying curves in Fig.5.These mechanisms are governed by solvent diffusion within product,which depend on temperatures and solvent content inside propellant products[34,35].Thus,the solvent diffusivity is essential to investigate the solvent transport dynamics of NC-based propellants.
Fig.5.Evolution of solvent content within NC-based propellant grains during drying process.
The drying kinetics show the reduction of solvent inside NCbased propellant grains during drying process and it can be represented by the drying rate[37].The drying rate(DR)of NC-based propellant grains under hot-air drying is calculated by Eq.(9).
where Mtand Mt+1are the mass of propellant sample at drying moment t and drying moment t+1, respectively,Δt is the time interval and ΔM is the mass change of propellant sample between drying moment t and t+1.
Figs.6 and 7 show the evolution of drying rate of NC-based propellants during hot-air drying process.It is observed in Fig.6 that all the drying rates are initially increased in 0-1 h and then decreased at four hot-air drying temperatures.Meanwhile, the maximum value of drying rates under 60°C is much higher than that of three temperatures, which means the higher temperature can provide more energy for solvent migration and will shorten the drying time.At the beginning of drying, the drying rate first increases as the increase of propellant surface temperatures, which can benefit the volatilization of free solvents.As drying of NC-based propellants occurs at relatively faster rate on the surface of propellant grains, amount of solvent available at the surface soon becomes inadequate to maintain the supply and the drying rate rapidly declines to a value controlled by solvent diffusion within the NC-based propellants.Thereafter, drying rates are continuously reduced over time.In this period,an internal diffusion mechanism dominates solvents transfer inside propellant grains and volatilization are very slow since bound solvents are distributed within propellant grains with relatively strong bonding, and this phenomenon is closely related to the solvent diffusion rate.These results are also consistent with previous research for other materials[17,37-39].

Fig.6.Drying rate of NC-based propellant grains at various hot-air drying temperatures.
Fig.7.Drying rates vs solvent content for NC-based propellant at various hot-air drying temperatures.
As shown in Fig.7,the drying rate continuously decreases with the decrease of solvent content after the maximum drying rate and the maximum value of drying rate conducted in this experiment are found at 60°C.Further, the loss rate of solvent within NC-based propellants is obviously increased with the increase in hot-air temperatures.At the beginning of drying, the drying rate is first increased, which can benefit the diffusion of free solvents within propellant grains.As drying temperature increases, heat transfer via convection from drying air to propellant surface and subsequently by the means of conduction to the center of stick propellant grains occurs and causes the increase of temperature of the propellant sample.Then the drying rate achieves maximum value as the grain temperature continuously increase.As drying of NC-based propellants occurs at relatively faster rate, amount of solvent available at the surface soon becomes inadequate to maintain the supply and the drying rate rapidly declines to a value controlled by solvent diffusion within the NC-based propellants.Thereafter,drying rates are continuously reduced over time,which is reflected by the slope of drying curve going to zero in figure.The results show that the drying kinetics of NC-based propellants are profoundly influenced by the hot-air temperatures.
3.2.Drying model of NC-based propellants
It is noteworthy that simpler drying models are generally preferred since most of the regression parameters are hardly attributed to the physical properties of drying system [40].Thus,five simpler classical drying models (Lewis, Page, Handerson and Pabis,Modified Page,and Logarithmic model)are chosen to fit the drying experimental data of NC-based propellants.To better investigate the solvent transport dynamics within NC-based propellants, the solvent content measured at different hot-air temperatures are converted to dimensionless solvent ratio (MR).The drying parameters and fitted results(R2,RSS and X2)using the least squares fit algorithm are shown in Table 2.
In Table 2, the values (-4 and -5) of R-squared for the Page model at 30°C and 40°C are negative and they are much less than 0.9, showing the fitting result is unreliable and the Page model fitted does not match drying experiment data of NC-based propellants,Thus,the Page model cannot be used to predict the solvent transport behavior of NC-based propellants during hot-air drying.As shown in Table 2, Modified Page and Logarithmic models have higher value of R2and lower value of RSS and X2in five classical drying models, showing that the drying data of NC-based propellant grains is found to be better fitted to Modified Page and Logarithmic models than other three classical models.However, the fit between the drying characteristic curve and above two drying models seems inadequate(the criterion of“adequate”is“R2≥0.99 and X2≤0.03”).To precisely describe the solvent transfer behavior inside NC-based propellants, a modified drying model (MR =a?exp(- k?tn)+ c) was established based on Modified Page and Logarithmic models.For the modified drying model, the values of R2are 0.9999, 0.9998, 0.9975 and 0.9997 at four hot-air temperatures, respectively, and the values of RSS and X2are much lower than that of five classical drying models, and it can be seen in Table 2.The fitting of modified drying model is close to the tested points and there is no significant difference,as shown in Fig.8.The excellent agreement between the experimental MR and modified drying model prove that the modified drying model offers a better fit to the solvent transfer behavior for NC-based propellants and it can be adequately used to predict the change of solvent content during hot-air drying process.
To verify the accuracy of the predictability for modified drying model,predicted MR and tested MR under four hot-air temperatureconditions at different drying time are compared and the results are shown in Fig.9.The drying time for tested MR are 1,2,3,4,5,6,7,8,9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23 and 24 h,respectively.Fig.9 is used to further verify the accuracy of the modified drying model and the comparison between predicated MR and tested MR is obvious and intuitive.Predicated MR and tested MR are distributed on the diagonal line,and the data points are banded around a 45°straight line,demonstrating the modified drying model can predict the solvent transport behavior within NCbased propellants well.

Table 2 Drying parameters and statistical results of drying models for NC-based propellants.

Fig.8.Modified drying model predicted curves and experimental data of NC-based propellants at various hot-air temperatures (30 °C, 40 °C, 50 °C and 60 °C).

Fig.9.Predicted MR by the modified drying model as a function of tested MR for NCbased propellants.
Due to the same chemical components, the physicochemical properties of double base mixture with different proportions are similar, and the difference in these drying characteristics is small.The established drying model can well predict the solvent transport behavior of double-based gun propellants in this paper.Thus, this finding should be universal to describe the solvent behavior for double base mixture with different proportions but the adjustment of drying constants (a, k, n and c) is essential to improve the accuracy of prediction for the modified drying model (MR = a?exp(- k?tn)+ c).
3.3.Determination of effective solvent diffusion coefficient
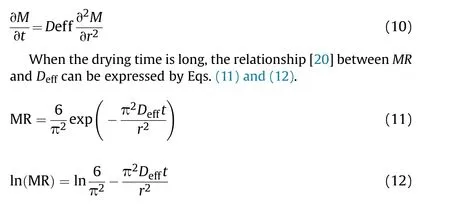
The effective solvent diffusion coefficient (Deff) is an essential transport property required in determining of drying process[41,42].The value of Deffcan be experimentally calculated by Eq.(10) from Fick's second law of diffusion (Effective diffusivity is constant only within the short time interval between the two adjacent measuring points and is piecewise continuous throughout the whole drying process).
Some important assumptions for Fick's second law of diffusion are made as following: 1) Solvent is uniformly distributed within each component of propellant grains; 2) Solvent transfer is symmetric with respect to center;3)Resistance to the mass transfer at the material surface is negligible compared to within the internal part; 4) The shrinkage of propellant grains is neglected during drying.
The linear fitting of function from the experimental data (ln(MR)-t)is accomplished and the value of Deffcan be obtained from the slope of the linear function [20], as shown in Fig.10.For four hot-air drying temperatures, the linear correlation of the experimental data is good and all values of R2are more than 0.95, indicating that the fitted data is reliable and can be used for the calculation of Deff.Table 3 shows the parameters of fitted curves and the calculating results of Deff.As shown in Table 3,the value of Deffis in the range of 4.77 × 10-8-1.17 × 10-7m2/s between 30-60°C,and it is increased as hot-air temperatures increase.The solvent diffusion behavior inside NC-based propellant grains is largely affected by temperature.
3.4.Activation energy of hot-air drying
The activation energy (Ea) is an important drying kinetics parameter [21,43].A higher activation energy represents a higher energy required to break solvent bonding during the drying process.Therefore, a higher activation energy will retard the solvent velocity and may probably give the lower amount of effective solvent diffusivity and thus prolongs the drying process, and the comparison of the Eavalue between different drying methods can be used to evaluate the difficulty level and choose more appropriate drying method and condition for manufacturing process of propellant product [44].The value of Eais calculated using Arrhenius equation [21], and it can be solved by correlation between hot-air temperature and Deffbased on Eqs.(13) and (14)
where R is the constant of ideal gas constant, T is drying temperature (°C), and D0is the pre-exponential factor.
The value of Eais determined from the slop of plotted natural logarithm of Deffversus (1/T) [45].By taking into consideration of different conditions (various temperatures), the natural logarithm of average solvent diffusivity (ln Deff) is plotted against the reciprocal of hot-air temperature (1/T), as shown in Fig.11.Apparently,the linear correlation of data points is good and the value of R2is 0.9918,indicating that the fitted data is reliable and it can be used for the calculation of Ea.The value of Eais 24.56 kJ/mol for NC-based propellants under hot-air drying.
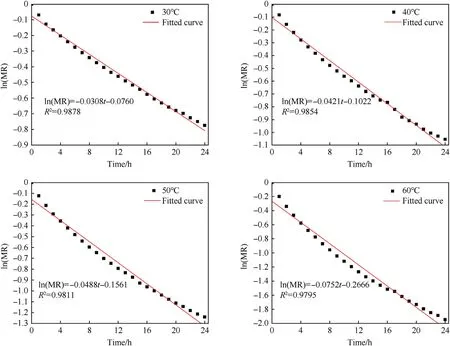
Fig.10.Relationship between ln MR and drying time t at various hot-air drying temperatures.

Table 3 Parameters of fitted curve and effective solvent diffusion coefficient at various hot-air drying temperatures.
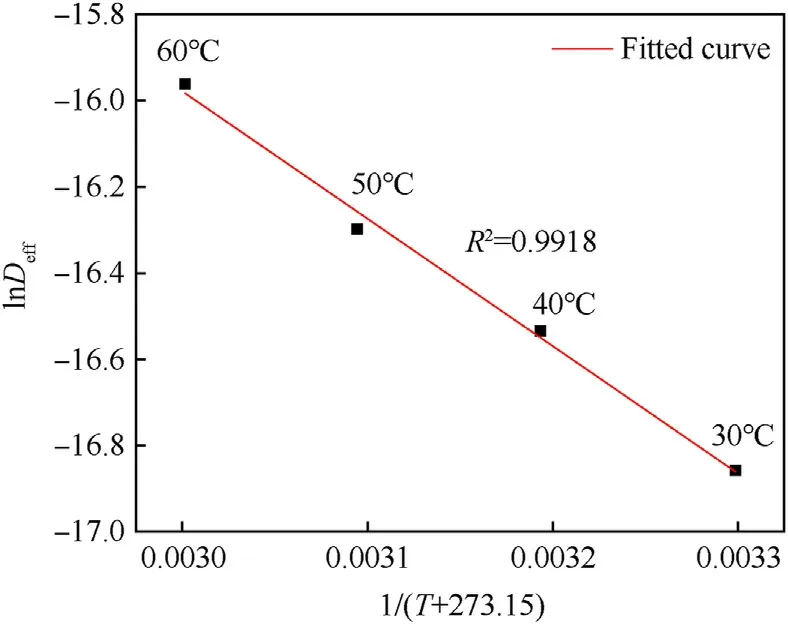
Fig.11.Linear relationship between ln Deff and 1/(T+273.15).
3.5.The evolution of mechanical properties under hot-air drying process
Theoretically,the strength of materials and its ability to deform is strongly dependent on solvent content [14,27].The evolution of mechanical properties of NC-based propellants at different solvent content were investigated by tensile tests,and results are shown in Fig.12.The tensile properties of NC-based propellants were detected by measuring static elastic parameters, e.g., maximum tensile strength (F), and tensile modulus (E) are listed in Table 4.

Fig.12.Effect of the solvent content on the tensile strength of NC-based propellants.
As shown in Fig.12, both the tensile strength and tensile modulus of propellant samples are increased as solvent content reduces.Usually,a larger tensile modulus corresponds to a stronger rigidity.By comparison,the maximum tensile strength and tensile modules are significantly affected by the residual solvent content,which can be used to achieve a good strain effect.A large amount of solvent will make NC chain slip under the action of external forces and increase the flexibility of skeleton chain of NC, leading to the decrease of skeleton strength of NC chains.This is because the NC itself, as a skeleton to maintain the shape of the NC-based propellant grains, has a certain degree of stability and high strength,and the NC skeleton is not easy to deform.Thus, NC-based propellants with suitable solvent content have higher strength and it is suitable used in the barrel weapon under higher bore pressure conditions, which does not break easily (the suitable content of solvent is about 0.5%-1.5% to get higher strength for propellant products).Moreover, a mass of solvent molecules could increase the distance between NC molecules and reduce the intermolecular force of NC chains,resulting in the decrease of the tensile strength for propellant products.The results show that the residual solvent content plays an important role in the change of tensile properties of NC-based propellants.As shown in Table 4,the maximum tensile strength of NC-based propellants has significant change in different solvent content and the maximum tensile strength is 36.86 MPa for NC-based propellants at lower solvent content.In general, lower solvent content is beneficial for improvement of the tensile properties of NC-based propellants [10,14,46].
Fig.13 shows E and F with different solvent contents of NC-based propellants.The following linear equations are fitted for hot-air drying samples through linear regression analysis.For hot-air dried propellant samples, the relationship between tensile strength and solvent content is presented in Eq.(15).
On the other hand, the relationship between tensile modulus and solvent content is presented in Eq.(16).
As shown in Fig.13,both E and F are clearly correlated with MR.And the linear correlations between two static elastic parameters and the solvent content inside the propellants are good and the values of R2are 0.9915 and 0.9934, respectively, indicating that both the fitted data are reliable and they can be used to evaluate the relationship between solvent content and the effect of evolution of mechanical properties under hot-air drying process.

Fig.13.The linear relationship between tensile properties and MR.
4.Conclusions
This study aimed to investigate the solvent transport dynamics for NC-based propellants and the relationship between solvent content and its effect on the change of mechanical properties under hot-air drying process.During hot-air drying process, the solvent content inside the NC-based propellants decreases over time and the relationship can be described by an exponential correlation.And drying rates of NC-based propellants are first increased and then decreased under four hot-air drying temperatures, and the increase in hot air temperature significantly increases drying rate.The drying results show that the hot-air drying temperatures have a significant effect on the drying kinetics of NC-based propellants.For the modified drying model, it has better statistical values compared with five classical drying models,demonstrating that it is a suitable drying model to describe the solvent transport behavior and predict the solvent change inside NC-based propellants.The values of Deffis in the range of 4.77 × 10-8-1.17 × 10-7m2/s between 30-60°C, and it is increased as the hot-air drying temperature increase.Meanwhile, the value of Eais 24.56 kJ/mol under hot-air drying.For the change of mechanical properties during drying,both the maximum tensile strength and tensile modulus are obviously related to the residual solvent content, and they can be described by linear equations,indicating the solvent content inside the NC-based propellants has a significant effect on the evolution of mechanical properties under hot-air drying process.Hence, the mechanical properties of NC-based propellants can be partly improved by the adjustment of residual solvent content.The outcome provides important information for the understanding of solvent transport mechanism to improve the quality and performance of propellant products,and it would be expected to be used to further establish an accurate numerical model of hot-air drying process to optimize the drying parameters of NC-based propellants.
In this study, both the solvent transport behavior and its effect on the evolution of the mechanical properties under hot-air drying process are in-depth analyzed, but the effect of the intrinsiccomplex void network and their interaction with solvent on the solvent transport dynamics has not been investigated.In future work,it will be investigated by dynamic vapor sorption experiment and molecular dynamics simulation.

Table 4 Summarized results for tensile specimen tests of propellant grains at various solvent content(MR).
Declaration of competing interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Acknowledgements
The research was supported by the National Natural Science Foundation of China (Grant No.22075146).

- Defence Technology的其它文章
- Ground threat prediction-based path planning of unmanned autonomous helicopter using hybrid enhanced artificial bee colony algorithm
- Layered metastructure containing freely-designed local resonators for wave attenuation
- Predicting impact strength of perforated targets using artificial neural networks trained on FEM-generated datasets
- Construct a 3D microsphere of HMX/B/Al/PTFE to obtain the high energy and combustion reactivity
- Ignition processes and characteristics of charring conductive polymers with a cavity geometry in precombustion chamber for applications in micro/nano satellite hybrid rocket motors
- Recent research in mechanical properties of geopolymer-based ultrahigh-performance concrete: A review