
Effects of Sinusoidal Vibration of Crystallization Roller on Composite Microstructure of Ti/Al Laminated Composites by Twin-Roll Casting
2024-04-10 10:38LILiDUFengshan
LI Li, DU Fengshan*
(1.National Engineering Research Center for Equipment and Technology of Cold Strip Rolling, Yanshan University, Qinhuangdao 066004,China; 2.College of Mechanical Engineering, Yanshan University, Qinhuangdao 066004, China)
Abstract: A new, innovative vibration cast-rolling technology of “electromagnetic stirring + dendrite breaking + asynchronous rolling” was proposed with the adoption of sinusoidal vibration of crystallization roller to prepare Ti/Al laminated composites, and the effect of sinusoidal vibration of crystallization roller on composite microstructure was investigated in detail.The results show that the metallurgical bonding of titanium and aluminum is realized by mesh interweaving and mosaic meshing, instead of transition bonding by forming metal compound layer.The meshing depth between titanium and aluminum layers (6.6 μm) of cast-rolling materials with strong vibration of crystallization roller (amplitude 0.87 mm, vibration frequency 25 Hz) is doubled compared with that of traditional cast-rolling materials (3.1 μm), and the composite interfacial strength(27.0 N/mm) is twice as high as that of traditional cast-rolling materials (14.9 N/mm).This is because with the action of high-speed superposition of strong tension along the rolling direction, strong pressure along the width direction and rolling force, the composite linearity evolves from "straight line" with traditional casting-rolling to "curved line", and the depth and number of cracks in the interface increases greatly compared with those with traditional cast-rolling, which leads to the deep expansion of the meshing area between interfacial layers and promotes the stable enhancement of composite quality.
Key words: laminated composites; sinusoidal vibration; composite microstructure
1 Introduction
In Laminated metal is a new type of material which combines metals of different properties by physical or chemical methods, which can give full play to the advantages of component metals to meet the demands of modern industry for materials with comprehensive properties[1,2].Titanium has outstanding properties such as low density, high strength, corrosion resistance, friction resistance, high temperature impact resistance[3,4], and aluminum has excellent properties such as low density, high stiffness-weight ratio,high strength-weight ratio as well as good electrical conductivity and thermal conductivity[5,6].Nevertheless,the high price of titanium and the poor corrosion resistance and high temperature and impact resistance of aluminum have greatly limited its application and development, while Ti/Al laminated composites not only combines the advantages of titanium and aluminum, but also reduces the cost, thus is widely used in the fields of aerospace, national defense,petrochemical industry, transportation, metallurgical machinery and equipment manufacturing,etc[7-10].
There are obvious differences in the microstructure and interface microstructure of materials under different clad processes, which directly affect the interface bonding strength, mechanical properties and reliability.PEIet al[11]fabricated Ti/Al layered composite by explosive welding (EXW).The interface region is composed of a wavy bonding zone and some local melted zones (LMZs).Ti3Al intermetallic compound is formed in the LMZ, and highly refined Ti grains and Al grains are formed around the Ti3Al compound.The bonding zone is composed of a mixture of Al3Ti intermetallic compound and recrystallized Al grains.Explosive clad process can be used to produce large-area weld-free laminates, but it also has some problems such as complex process, environmental pollution and high cost[12].WANGet al[13]fabricated Ti/Al/Mg (Ti6Al4V/AA6061/AZ31) laminated metal composites (LMCs) by the hot roll bonding method.When the annealing temperature was 200 ℃ or higher,intermetallic compounds (IMCs) consisting of Al3Mg2and Al12Mg17were observed at the Al/Mg interfaces,whereas no visible interfacial IMCs appeared at the Al/Ti interfaces even after annealing at 400 ℃.In hot rolling process, the slab needs to be heated to a reasonable temperature range before rolling.In case of two low temperature, it is easy to have some problems,such as high deformation resistance, insufficient plastic rheology, inactive diffusion between dissimilar atoms and insufficient recrystallization,etc.In case of too high temperature, it is easy to form thick oxide layer and brittle compounds, which will affect the clad effect of materials[14].CHANGet al[15]fabricated Cu/Al laminated composite by means of asymmetrical roll bonding and annealing process.The clad sheet with rotation speed ratio 1.3 has higher bond strength and better tensile properties.High rotation speed ratio of rolls reduces the bond strength due to decreasing rolling force, though the breakage of metal surface is promoted.Asymmetrical roll bonding is carried out under the condition of high pressure rolling, which requires strict different speed ratio and large reduction rate, leading to high requirement for rolling mill and the tendency for material to have edge cracks and other defects[16].HAGAet al[17]proposed a method to cast clad strips directly from molten metal using a twin roll caster with copper rolls.Bonding between the strips was strong enough that the clad strip was not peeled by cold rolling or during the bending-fracture test.Aluminum alloys were not mixed at the interface between the strips, and the interface was clear.It is difficult to control the interface position of liquid-liquid clad.Moreover, the clad equipment is complex and the diffusion time is long, so it is difficult to organize mass production[18].
At present, the solid-liquid clad process is used to realize the metallurgical bonding of two materials.Although it has a good application prospect, there are some problems such as unstable interface bonding force and local “non-adhesion”.HUANGet al[19]fabricated the stainless steel wire mesh-reinforced Al-matrix composite plate by a solid–liquid castroll bonding process based on the vertical twinroll casting with the 304 stainless steel wire mesh as reinforcement and Al 1060 as matrix.The tensile strength and elongation rate of composite plate are improved with the increase in orientation angle of the steel wire relative to rolling direction, and the tensile strength and elongation are the maximum when the orientation angle is 45°.HUANGet al[20]prepared Cu/Al clad strips by using solid-liquid cast-rolling bonding(SLCRB) technique, and a large hole and some as-cast defects exist, such as small voids, in sliced samples of workpiece in cast-rolling bonding area.XUet al[21]found that melt pressure in cast-rolling zone also affects process stability and bonding strength of twinroll cast steel/aluminum clad sheet.When melt pressure in cast-rolling zone is high, the clad sheet can be cast with intact shape and good appearance.However, the casting process is not stable and side leakage and melt penetration would occur as a result of fluctuation of casting speed and pouring temperature.When melt pressure is too low, the transverse flow ability of melt weakens and misruns appear in the sheet.XUet al[22]fabricated a Ti/Al clad sheet using horizontal twin-roll casting (HTRC) with the application of pulsed electric field (PEF) and electromagnetic oscillation field (EOF).The external electromagnetic fields have little influence on the stability of HTRC process.With the application of PEF and EOF, the width of diffusion layer at the Ti/Al interface increases obviously, and the interfacial bonding strength increases from 20.1 to 21.4 and 24.5 N/mm, respectively.
In this study, a new technology of crystal roller vibration cast-rolling is put forward, which can be used to control sinusoidal bidirectional shear times and shear strain by adjusting the vibration frequency and amplitude of crystal roller.Compared with traditional cast-rolling, crystal roller vibration inhibits trace element segregation in molten pool area, improves the uniformity of material properties, produces reciprocating two-way shear in solidification zone,breaks dendritic nucleation in solidification process of liquid aluminum and promotes grain refinement,lengthens solidification section in plastic zone to increase reduction deformation, forces diffusion and pinning of aluminide at clad interface, and strengthens physical metallurgical bonding at interface.The new technology of vibration cast-rolling is suitable for compositing two or more metals and preparing alloys.
2 Experimental
2.1 Experimental implementation
Industrial pure aluminum 1060 and industrial pure titanium TA1 were selected as experimental materials.There were grease, impurities or their compounds on the surface of the original material, which seriously hinder the intermetallic clad.Before the experiment,sandpaper with particle size of 180 and 320 were selected to remove dirt or oxides on the surface of the material in turn, and then acetone and absolute ethanol were used to clean the surface and dry it immediately.The aluminium bar was made into φ40 mm × 40 mm,cleaned and melted to 685 ℃ and kept warm.The titanium strip was made into 1 000 mm × 80 mm ×0.4 mm, cleaned and fed into the roller gap to cover the surface of the crystal roller and pre-tightened.The experiment of vibration cast-rolling of Ti/Al clad plate was carried out on the φ160 mm × 170 mm vibration cast-rolling mill independently developed by our research group.Two crystal rollers were driven synchronously in the same horizontal plane, and the control roller speeds were both 2.54 m/min.The roller surface of the non-vibrating crystal roller was covered with pre-tightened titanium belt and fed into the roller gap.The vibrating crystal roller reciprocated up and down.When the temperature of molten aluminum reached 675 ℃, it was cast to the roller gap with a reserved width of 3 mm to form a molten pool.At the same time, argon was continuously introduced into the molten pool to prevent the contact between molten aluminum and titanium belt from generating metal oxides.Fig.1 shows the original Ti/Al laminated composites after twin-roll casting.

Fig.1 Ti/Al laminated composites
2.2 Compound process of twin-roll casting with vibration of crystallization roller
During the experiment, the amplitudes of the vibrating crystal rollers were 0.26, 0.50, 0.87 mm, and the vibration frequencies were 5, 15, 25 Hz in turn.By adjusting the vibration frequency to control the number of bidirectional shearing, and by adjusting the amplitude to control the shear strain value, the molten aluminum in the molten pool was stirred, the solidified aluminum was fine-grained, and the formed aluminum plate was rolled.Fig.2 shows compound process principle of cast-rolling with vibration of crystallization roller.Fig.3 shows the vibration trajectory curve of crystallization roller under different vibration amplitude and frequency conditions.

Fig.2 Compound process principle of cast-rolling with vibration of crystallization roller

Fig.3 Vibration trajectory curve of crystallization roller under different vibration amplitude and frequency conditions
2.3 Microstructure observation
In order to study the composite microstructure of interface of Ti/Al laminated composites, WEDM was adopted to cut the materials prepared under different vibration conditions, to obtained specimens of 8 mm×5 mm × 3 mm along the rolling direction.Cold inlay should be used to prepare specimens for materials such as titanium and aluminum because they are sensitive to temperature.Since titanium and aluminum are soft in texture, water-based sandpaper with 800, 1 200, 1 500,2 000, 2 500 and 3 000 mesh were used in turn for coarse grinding and water-based sandpaper with 5 000 and 7 000 mesh were used in turn for fine grinding,and then coarse polishing with W1.5 polishing paste was used to make coarse polishing on flannel and fine polishing with 0.04 μm silicon dioxide suspension used to make fine polishing on filament until scratches and black spots cannot be observed with optical microscope.Then the characterization was analyzed with scanning electron microscope (SEM) and energy dispersive spectroscopy (EDS) at high voltage of 30 kV.
3 Results and discussion
3.1 Bonding property of the laminated composites
Fig.4 shows the bonding strength curves of Ti/Al laminated composites.The lowest value of the bonding strength of traditional cast-rolling materials(amplitude 0 mm, vibration frequency 0 Hz) is 14.9 N/mm, while the highest value of the bonding strength of cast-rolling materials with strong vibration (amplitude 0.87 mm, vibration frequency 25 Hz) of crystallization roller is 27.0 N/mm, which is twice higher than that of traditional cast-rolling materials, indicating that vibration with crystallization roller can significantly improve the bonding strength of materials.Besides, the bonding strength of the traditional cast-rolling materials decreases continuously, while the bonding strength curve of the cast-rolling materials with strong vibration of crystallization roller extends with a bimodal threeperiod chord waveform of a small fluctuation amplitude(3.65 N/mm), which indicates that the crystallization roller can effectively improve the stability of the bonding strength of the materials.

Fig.4 Bonding strength curves of cast-rolling Ti/Al laminated composites
3.2 Microstructure of the bonding interface
Fig.5 shows interface composite microstructure of Ti/Al laminated composites at typical amplitudes and frequencies.No defects such as gaps, cracks, holes and notches are observed between the interface composite layers of cast-rolling materials with typical amplitudefrequency vibration, which indicates that cast-rolling with vibration can effectively realize tight composite of layered metals.The activation of titanium atoms by continuous high-energy molten aluminum makes the metal on the surface of the titanium belt continuously separate and diffuse to the aluminum matrix in a spotlike manner, forming an irregular zigzag morphology.At the same time, the molten aluminum flows into the vacancy or notch on the surface of the titanium belt to engage with it and continues to diffuse to the titanium matrix.After separating from the matrix,the density of spot-like metal decreases continuously during diffusion, while the penetration depth of titanium metal is higher than that of aluminum metal.The solidified vertical “zigzag” of the interface is plastically deformed by multiple actions, including roll-thinning and extension as well as vibration positive pressure and shear, to form an inclined or transverse“zigzag” meshing shape.Fig.5(a) shows the interface composite microstructure during conventional castrolling or cast-rolling with low amplitude and low frequency, where the interface extends like a straight line along the rolling direction, and the metal meshing like zigzag bites into each other’s matrix in a shallow manner.After leaving the matrix, the spot-like metal only penetrates into the vicinity of the matrix vacancy or notch, and does not continue to diffuse to the deep layer of each other’s matrix.The original interface bites in and diffuses only 3.1 μm (Fig.6(a)); Fig.5(b) and (c)show the interface composite microstructures when only the vibration amplitude of crystallization roller is increased and when only the vibration frequency of crystallization roller is increased, respectively.Increasing the vibration amplitude of the crystallization roller makes the interface extend in a steep curve along the rolling direction for a long period, while increasing the vibration frequency of the crystallization roller makes the interface extend in a gentle curve along the rolling direction for a short period.Both vibration modes of the crystallization roller lead to the deepening of the zigzag meshing-like metal bite and the deepening of the spot-like metal diffusion after separating from the matrix.Under the two vibrations, the original interface bite and diffusion depths are similar to each other and are 4.5 (Fig.6(b)) and 4.9 μm (Fig.6(c)),respectively; Fig.5 (d) shows the interface composite microstructure when the vibration amplitude and frequency of crystallization roller are increased at the same time, where the superposition of high-intensity vibration makes the interface extend like a straight line along the rolling direction.Unlike traditional cast-rolling, the crystallization roller can correct the interface curve fluctuation caused by high amplitude vibration in time in a very short period.Compared with increasing the vibration frequency or amplitude alone,the bite or diffusion depth of zigzag-like meshing metal and small spot-like metal after being separated from the matrix has increased, and the bite and diffusion depth of titanium and aluminum has increased to 6.6 μm(Fig.6(d)).More importantly, the bite or diffusion metal morphology is more uniform and fine, the interlayer interweaving between interfaces is denser and more complex, and the composite interfacial strength is better.

Fig.5 Interface composite microstructure of Ti/Al laminated composites at typical amplitudes and frequencies: (a)Conventional cast-rolling; (b) High amplitude-low frequency;(c) High frequency-low amplitude; (d) High amplitude-high frequency

Fig.6 Elemental distributions of interface composite microstructure of Ti/Al laminated composites at typical amplitudes and frequencies: (a)Conventional cast-rolling; (b) High amplitude-low frequency; (c) High frequency-low amplitude; (d) High amplitude-high frequency
3.3 Bonding mode of Ti/Al laminated composites
Fig.7 shows the element contents at different positions of composite interface of Ti/Al laminated composites at typical amplitudes and frequencies.Under all crystallization roll vibration conditions, the element contents at spot 1, spot 2, spot 3, spot 4, spot 5 and spot 6 have no proportional relationship, indicating that composite interface does not form intermetallic compound layer.In order to further confirm whether intermetallic compounds are produced in the composite process, the interface of titanium layer is used to prepare specimens of 5 mm × 5 mm, to perform phase detection by X-ray diffraction (XRD).Fig.8 shows the results of XRD phase analysis.Under typical amplitude-frequency vibration of crystallization roller,there is aluminum metal existing at the titanium side interface, while no intermetallic compound is observed.To sum up, the effective metallurgical composite mode of Ti-Al metal is mesh-like interweaving mosaic meshing, rather than forming intermetallic compound layer for transition connection.The stronger the vibration of crystallization roller, the denser the interwoven meshing and the more stable the interfacial composite microstructure, while the vibration cannot promote the production of the intermetallic compound at the interface.
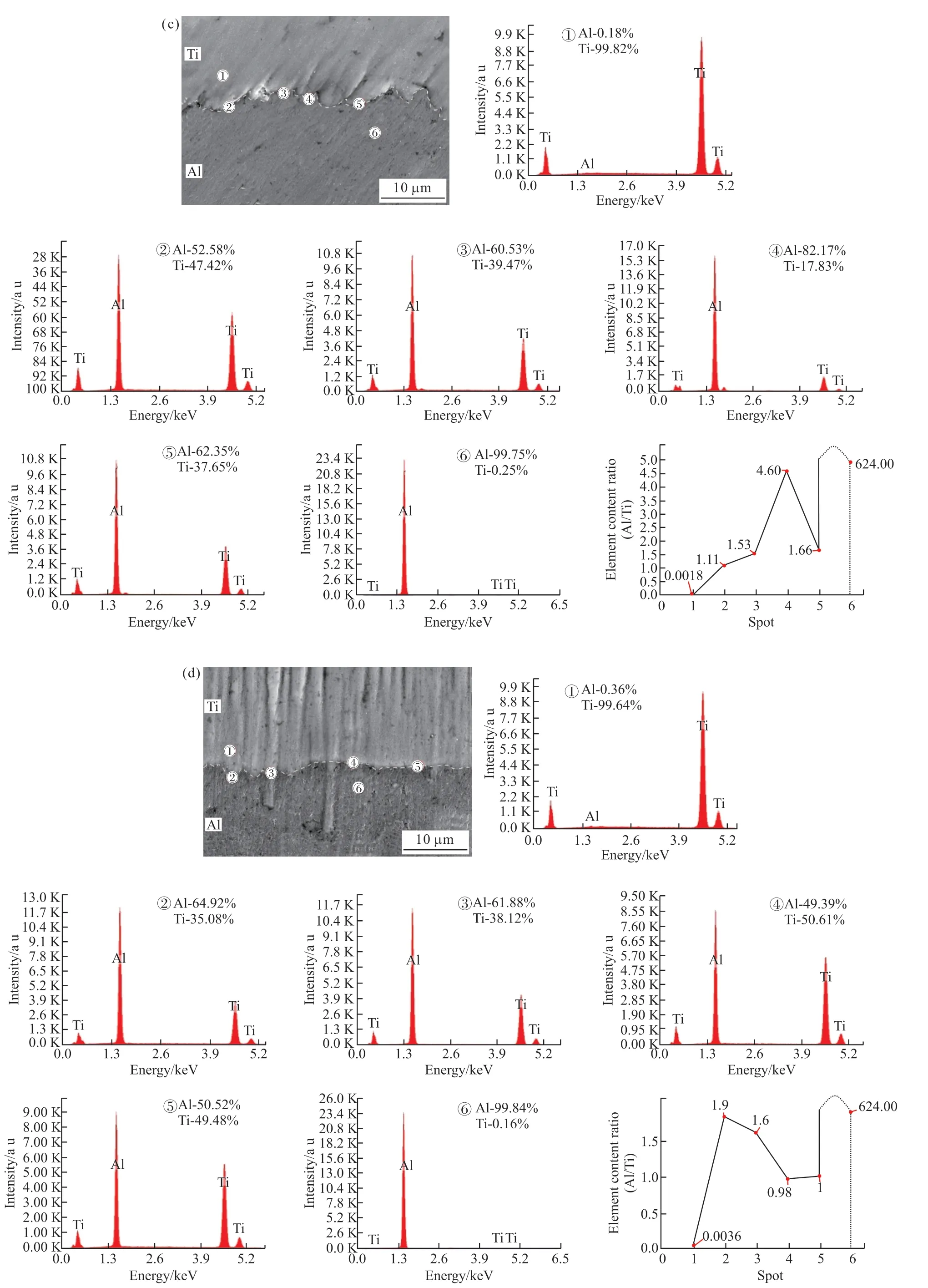
Fig.7 Element contents at different positions of composite interface of Ti/Al laminated composites at typical amplitudes and frequencies: (a)Conventional cast-rolling; (b) High amplitude-low frequency; (c) High frequency-low amplitude; (d) High amplitude-high frequency
3.4 Effects of vibration on the composite mechanism
Fig.9 shows the effects of vibration on composite mechanism of Ti/Al laminated composites.As shown in Fig.9 (a) and 9(b), the vibration of crystallization roller induces the overall lifting of molten aluminum pool, which leads to the increase of the heated area of titanium layer surface.At the same time, the reflux generated in the molten pool impacts its surface and leads to the increase of the number of activated titanium atoms and the enhancement of diffusion power, thus the zigzag or wavy morphology of the interface is more obvious.On the other side, the increase of heat conduction area of molten aluminum also accelerates its solidification, but the reflow of molten aluminum caused by vibration remelts the molten aluminum with pasty surface and then merges it into the molten pool to drive titanium atoms near the interface to diffuse to the deep layer.As shown in Fig.9 (c), the vibration of crystallization roller induces molten aluminum or pasty aluminum to flow into the zigzag surface evenly to improve the uniformity of interface between the two metals, in which the positive pressure generated by vibration causes the substrate to be pressed tightly, while the shear stress causes the columnar crystal generated by solidification to break or crush, thus strengthening the interface microstructure; As shown in Fig.9 (d), on the basis of rolling extension, the vibration of crystallization roller causes the interface layer to be stretched in translation to form a “rub rolling” effect, which leads to the zigzag or wavy interface tending to be flat and tilting to the left and right sides of peaks and valleys.As shown in Fig.9(e)-I, on the basis of rolling embedding, the vibration of crystallization roller increases the power source of embedding void of dissimilar metals and the complexity of embedding direction, and increases the embedding density of dissimilar metals to form a thin layer interface microstructure with dense and continuous interweaving shape.As shown in Fig.9(e)-II, on the basis of thermal growth of discrete dissimilar metals, the vibration of crystallization roller promotes them to extend into the matrix metal by mechanical power, while multi-directional embedding promotes the overall distribution of “single branches” to be more uniform.As shown in Fig.9(f), the vibration of crystallization roller improves the longitudinal growth depth and multi-directional distribution density of dissimilar metals on the basis of traditional cast-rolling,and forms an interface microstructure with deep dense interweaving and stable morphology.
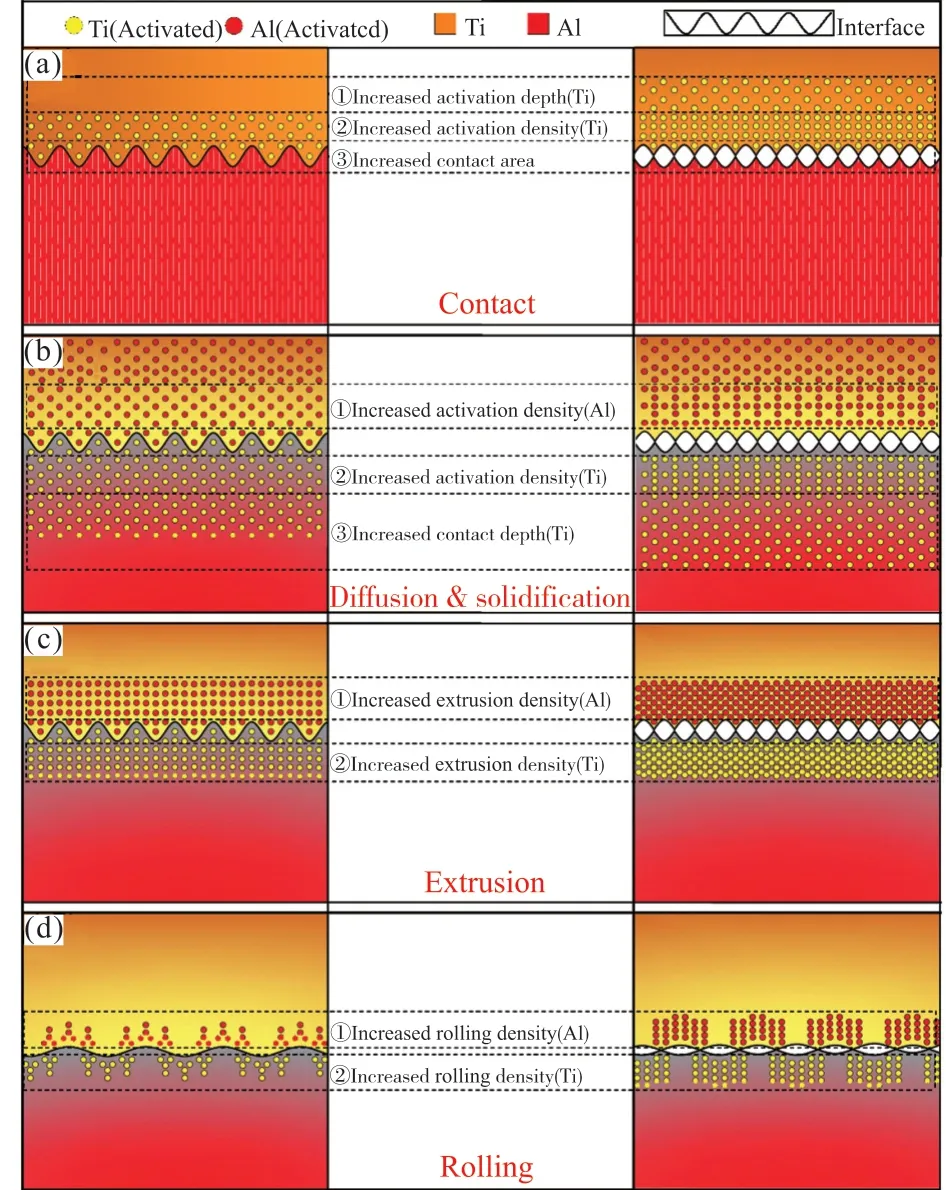

Fig.9 Effects of vibration on composite mechanism of Ti/Al laminated composites
4 Conclusions
a) When the vibration frequency of crystallization roller increases, the width of vibration patterns become smaller and the distribution becomes denser; when the vibration amplitude of crystallization roller increases,the vibration depth becomes deeper and the texture becomes clearer.
b) The bonding mode of Ti/Al laminated composites is mesh interweaving mosaic meshing.
c) The vibration of crystallization roller increases the bonding strength and composite stability of the cast-rolling material.The stronger the vibration of crystallization roller, the stronger the bonding strength and the more stable the composite quality.
d) The vibration of crystallization roller induces the reflux of molten aluminum in the molten pool to increase the density of activated titanium and aluminum atoms as well as the reflux evenness on the surface of titanium side, thus fusing or breaking the columnar crystal formed at the interface.At the stage of plastic deformation, the vibration of crystallization roller makes the interface zigzag crack tilt to the left and right sides of peak and valley, which increases the power and direction of dissimilar metals embedded in the interface gap.
Conflict of interest
All authors declare that there are no competing interests.
 Journal of Wuhan University of Technology(Materials Science Edition)2024年1期
Journal of Wuhan University of Technology(Materials Science Edition)2024年1期
- Journal of Wuhan University of Technology(Materials Science Edition)的其它文章
- One-pot Synthesis of Hierarchical Flower-like WS2 Microspheres as Anode Materials for Lithium-ion Batteries
- Controllable Synthesis of Au NRs and Its Flexible SERS Optical Fiber Probe with High Sensitivity
- Effciient Direct Decomposition of NO over La0.8A0.2NiO3(A=K, Ba, Y) Catalysts under Microwave Irradiation
- Appreciable Enhancement of Photocatalytic Performance for N-doped SrMoO4via the Vapor-thermal Method
- Infulence of Current Density on the Photocatalytic Activity of Nd:TiO2Coatings
- The Negative Thermal Expansion Property of NdMnO3 Based on Pores Effect and Phase Transition